
Page 5 - All Industrial Tool Supply | General Catalog
P. 5
Technical Information • DRILLS
3
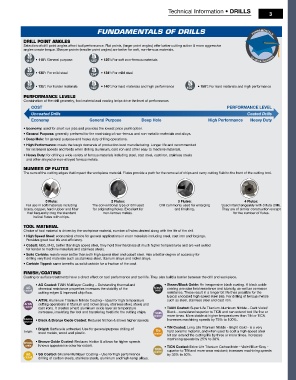
DRILL POINT ANGLES
Selection of drill point angles affect tool performance. Flat points, (larger point angles) offer better cutting action & more aggressive
angles create torque. Sharper points (smaller point angles) are better for soft, non-ferrous materials.
• 118°: General purpose • 125°: For soft non-ferrous materials
• 130°: For mild steel • 134°: For mild steel
• 135°: For harder materials • 140°: For hard materials and high performance • 150°: For hard materials and high performance
PERFORMANCE LEVELS
Combination of the drill geometry, tool material and coating helps drive the level of performance.
COST PERFORMANCE LEVEL
Uncoated Drills Coated Drills
Economy General Purpose Deep Hole High Performance Heavy Duty
• Economy: used for short run jobs and provides the lowest price point option.
• General Purpose: generally preferred for the machining of non-ferrous and non-metallic materials and alloys.
• Deep Hole: for general purpose and heavy duty drilling operations.
• High Performance: meets the tough demands of production level manufacturing. Longer life and recommended
for increased speeds and feeds when drilling aluminum, cast iron and other easy to machine materials.
• Heavy Duty: for drilling a wide variety of ferrous materials including steel, cast steel, cast iron, stainless steels
and other alloyed or non-alloyed ferrous metals.
NUMBER OF FLUTES
The sum of the cutting edges that impact the workpiece material. Flutes provide a path for the removal of chips and carry cutting fluid to the front of the cutting tool.
0 Flute: 2 Flutes: 3 Flutes: 4 Flutes:
For use in soft materials including The conventional type of drill used Drill commonly used for enlarging Used interchangeably with 3 flute drills.
brass, copper, hard rubber and fiber for originating holes. Excellent for and finishing. They are of similar construction except
that frequently clog the standard non-ferrous metals. for the number of flutes.
helical flutes with chips.
TOOL MATERIAL
Choice of tool material is driven by the workpiece material, number of holes desired along with the life of the drill.
• High Speed Steel: economical choice for general applications in most materials including steel, cast iron and forgings.
Provides good tool life and efficiency.
• Cobalt: M35, M42, better than high speed steel, they hold their hardness at much higher temperatures and are well suited
for harder to machine materials and stainless steels.
• Solid Carbide: resists wear better than both high speed steel and cobalt steel. Has a better degree of accuracy for
drilling very hard materials such as stainless steel, titanium alloys and nickel alloys.
• Carbide Tipped: same benefits as solid carbide for a fraction of the cost.
FINISH/COATING
Coating or surface treatments have a direct effect on tool performance and tool life. They also build a barrier between the drill and workpiece.
• AG Coated: TiAlN Multilayer Coating – Outstanding thermal and • Steam/Black Oxide: An inexpensive black coating. A black oxide
chemical resistance properties increases the stability of the coating provides heat resistance and lubricity, as well as corrosion
cutting edges & improved chip flow. resistance. These result in a longer bit life than possible for the
typical uncoated high speed steel bits. For drilling of ferrous metals
• AlTiN: Aluminum Titanium Nitride Coating – Ideal for high temperature such as steel, stainless steel and cast iron.
cutting operations in titanium and nickel alloys, stainless steel, steels and
cast irons. It creates a hard aluminum oxide layer as temperature • TiAIN Coated: Super Life Titanium Aluminum Nitride – Dark Violet/
increases, insulating the tool and transfering heat into the cutting chips. Black - considered superior to TiCN and can extend tool life five or
more times. More stable at higher temperatures than TiN or TiCN.
• Black & Bronze Oxide Coated: Reduces friction & allows higher speeds. Increases machining speeds by 75% to 100%.
• TiN Coated: Long Life Titanium Nitride - Bright Gold - is a very
• Bright: Surface is untreated. Use for general purpose drilling of
most metals, wood and plastic. hard ceramic material, and when used to coat a high-speed steel
bit can extend the cutting life by three or more times. Increases
machining speeds by 25% to 30%.
• Bronze Oxide Coated: Reduces friction & allows for higher speeds.
Known appearance color for cobalt. • TiCN Coated: Extra-Life Titanium Carbonitride – Violet/Blue-Gray -
superior to TiN and more wear resistant; increases machining speeds
• SG Coated: Silicone Multilayer Coating – Use for high performance by 35% to 50%.
drilling of carbon steels, stainless steels, aluminum and high-temp alloys.