
Page 551 - Tungaloy Catalog
P. 551
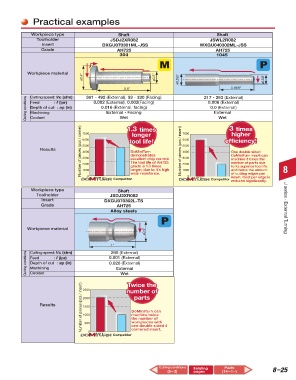
Practical examples
Workpiece type Shaft Shaft
Toolholder JSDJ2XR082 JSWL2R082
Insert DXGU070301ML-JSS WXGU040302ML-JSS
DXGU220ML-JSS
WXGU220.5ML-JSS
Grade AH725 AH725
304 1045
Workpiece material
ø0.4" ø0.2" ø0.252" ø0.205"
0
0.8".8" 0.669"
Cutting speed : Vc (sfm) 361 - 492 (External), 33 - 330 (Facing) 217 - 263 (External)
Feed : f (ipr) 0.002 (External), 0.002(Facing) 0.006 (External)
Cutting conditions Depth of cut : ap (in) 0.016 (External, facing) 0.0 (External)
Machining External・Facing External
Coolant 7000 Wet 1.3 times 7000 Wet 3 times
Number of pieces (pcs / corner) 4000 DoMiniTurn Number of pieces (pcs / insert) 4000 One double sided
higher
longer
5000
5000
Results 6000 tool life! 6000 efficiency!
demonstrates
DoMiniTurn insert can
3000
excellent chip control.
3000
machine 3 times the
The tool life of AH725
number of parts due
2000
2000
longer, due to it's high
and twice the amount
1000
wear resistance.
of cutting edges per
0
insert. Cost per edge is
Competitor grade is 1.3 times 1000 0 Competitor to its superior tool life 8
reduced significantly.
Workpiece type Shaft
Toolholder JSDJ2XR082
Insert DXGU070302L-TS
DXGU220.5L-TS
Grade AH725
Alloy steels J series · External Turning
Workpiece material
ø0.5"
1"
Cutting speed : Vc (sfm) 295 (External)
Feed : f (ipr) 0.001 (External)
Cutting conditions Depth of cut : ap (in) 0.020 (External)
Machining External
Coolant Wet Twice the
Number of pieces (pcs / insert) 1000 DoMiniTurn can
parts
2000
Results 2500 number of
1500
machine twice
the number of
500
one double sided 4
cornered insert.
0
Competitor workpieces with
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Cutting conditions Relating Parts 8–25
(8-3) pages (14-1~)