
Page 622 - Ceratizit Catalog
P. 622
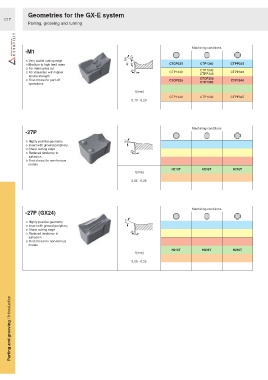
Geometries for the GX-E system
C17
Parting, grooving and turning
Machining conditions
-M1
29° 12°
○ Very stable cutting edge
○ Medium to high feed rates CTCP325 CTP1340 CTPP345
○ For interrupted cut
6° CTP1340
○ For materials with higher CTP1340 CTPP345
CTPP345
tensile strength
CTCP325
○ First choice for part-off CTCP325 CTP1340
operations CTP1340
f [mm]
CTP1340 CTP1340 CTPP345
0,10 - 0,20
Machining conditions
-27P
○ Highly positive geometry 10°
○ Insert with ground periphery
○ Sharp cutting edge
6°
○ Reduced tendency to
adhesion
○ First choice for non-ferrous
metals
H216T H216T H216T
f [mm]
0,05 - 0,25
Machining conditions
-27P (GX24)
21°
○ Highly positive geometry
○ Insert with ground periphery
○ Sharp cutting edge
6°
○ Reduced tendency to
adhesion
○ First choice for non-ferrous
metals
H216T H216T H216T
f [mm]
0,05 - 0,25
Parting and grooving / Introduction