
Page 308 - Tungaloy Catalog
P. 308
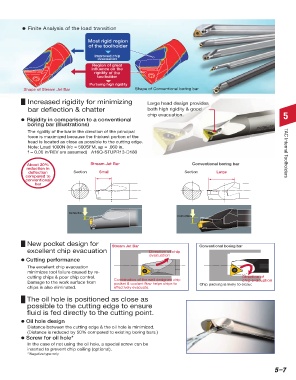
d Finite Analysis of the load transition
Most rigid region
of the toolholder
Improved chip
evacuation
Region of great
influence on the
rigidity of the
toolholder
Pursuing high rigidity
Shape of Stream Jet Bar Shape of Conventional boring bar
Increased rigidity for minimizing Large head design provides
bar deflection & chatter both high rigidity & good
chip evacuation. 5
d Rigidity in comparison to a conventional
boring bar (Illustrations)
The rigidity of the bar in the direction of the principal
force is maximized because the thickest portion of the
head is located as close as possible to the cutting edge.
Note: Load 1000N (Vc = 500SFM, ap = .060 in,
f = 0.00 in/REV are assumed) A16Q-STUPR13-D180 TAC Internal Toolholders
About 20% Stream Jet Bar Conventional boring bar
reduction in
deflection Section Small Section Large
compared to
conventional
bar
Deflection
Deflection
New pocket design for Stream Jet Bar Conventional boring bar
excellent chip evacuation Direction of chip
evacuation
d Cutting performance
The excellent chip evacuation
minimizes tool failure caused by re-
cutting chips & poor chip control. Direction of
chip evacuation
Damage to the work surface from Combination of the well designed chip Chip packing is likely to occur.
pocket & coolant flow helps chips to
chips is also eliminated. effectively evacuate.
The oil hole is positioned as close as
possible to the cutting edge to ensure
fluid is fed directly to the cutting point.
d Oil hole design
Distance between the cutting edge & the oil hole is minimized.
(Distance is reduced by 50% compared to existing boring bars.)
d Screw for oil hole*
In the case of not using the oil hole, a special screw can be
inserted to prevent chip coiling (optional).
* Negative type only
5–7