
Page 343 - Tungaloy Catalog
P. 343
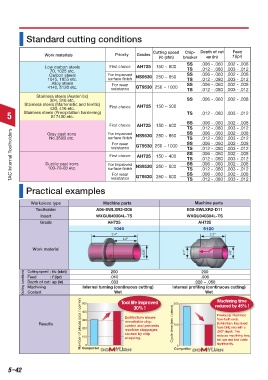
Standard cutting conditions
Cutting speed Chip- Depth of cut Feed
Work materials Priority Grades
Vc (sfm) breaker ap (in) f (ipr)
SS .006 - .060 .002 - .008
Low carbon steels First choice AH725 150 ~ 600
70, 1025 etc. TS .012 - .080 .003 - .012
Carbon steels For improved NS9530 250 ~ 850 SS .006 - .060 .002 - .008
1045, 1055 etc. surface finish TS .012 - .080 .003 - .012
Alloy steels For wear SS .006 - .060 .002 - .008
4140, 5120 etc. resistance GT9530 250 ~ 1000 TS .012 - .080 .003 - .012
Stainless steels (Austenitic)
304, 316 etc. SS .006 - .060 .002 - .008
Stainless steels (Martensitic and ferritic)
430, 416 etc. First choice AH725 150 ~ 500
5 Stainless steels (Precipitation hardening) TS .012 - .080 .003 - .012
S17400 etc.
AH725
First choice NS9530 250 ~ 850 SS .006 - .060 .002 - .008
150 ~ 600
.012 - .080 .003 - .012
TS
TAC Internal Toolholders Ductile cast irons For improved GT9530 250 ~ 1000 SS .006 - .060 .002 - .008
SS
.006 - .060 .002 - .008
Gray cast irons
For improved
TS
surface finish
.012 - .080 .003 - .012
No.350B etc.
For wear
resistance
.012 - .080 .003 - .012
TS
.006 - .060 .002 - .008
SS
First choice
AH725
150 ~ 400
.012 - .080 .003 - .012
TS
SS
.006 - .060 .002 - .008
NS9530 250 ~ 500
100-70-03 etc.
.012 - .080 .003 - .012
surface finish
TS
For wear
TS
.012 - .080 .003 - .012
Practical examples resistance GT9530 250 ~ 600 SS .006 - .060 .002 - .008
Workpiece type Machine parts Machine parts
Toolholder A06-SWLXR2-D08 E08-SWLXR2-D11
Insert WXGU040304L-TS WXGU040304L-TS
Grade AH725 AH725 Relating
1045 5120 pages
2.4" 2.2"
1.2"
Work material
ø.525" ø.7" ø.8"
Cutting speed : Vc (sfm) 200 200
Feed : f (ipr) .010 .006
Cutting conditions Depth of cut : ap (in) .033 .020 ~ .050
Machining Internal turning (continuous cutting) Internal profiling (continuous cutting)
Coolant 500 Wet Tool life improved 200 Wet reduced by 45% !
Machining time
Number of pieces (pcs / corner) 200 control and prevents Cycle time (sec / piece) 100 from ONE end with a
30% !
from both ends.
300
remarkable chip
DoMiniTurn: Machined
Results 400 DoMiniTurn shows Previously: Machined
machine stoppages
.085" depth. This
caused by chip
reduces machining time,
100
wrapping.
set ups and tool costs
significantly.
0
0
Competitor
Competitor
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
5–42