
Page 363 - Tungaloy Catalog
P. 363
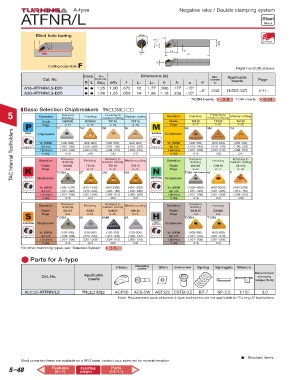
A-type
ATFNR/L Negative rake / Double clamping system
Steel
Shank
Blind hole boring øDm
91° Oil Hole
øDs
f
L2 f2
α L1
Cutting edge style F θ
Right hand (R) shown.
Stock Min Dimensions (in) Std. Applicable
Cat. No. bore.dia. corner inserts Page
R L ØDm øDs f L1 L2 h f2 α θ rε
A16-ATFNR/L3-D20 d d 1.25 1.00 .672 12 1.77 .906 .177 −13° −6° .032 TNoo 33o 2-71~
A20-ATFNR/L3-D25 d d 1.56 1.25 .859 14 1.96 1.18 .236 −10°
T-CBN inserts 3-8 T-DIA inserts 3-23
Basic Selection Chipbreakers TNuu33u-uu
5 Operation Precision Finishing medium cutting Medium cutting Operation Finishing medium cutting Medium cutting
Finishing to
Finishing to
finishing
Grade NS9530 GT9530 T9115 T9115 Grade T6120 T6130 T6130
Page 2-71 2-72 2-75 2-78 Page 2-72 2-75 2-78
TF TSF TM TH Stainless Chipbreaker SS SM TH
TAC Internal Toolholders Continuous Operation (.001-.020) (.010-.060) medium cutting Medium cutting Continuous Operation (.010-.040) (.010-.150) medium cutting
Steel
Chipbreaker
(400-900)
(300-550)
(400-900)
(400-800)
Vc (SFM)
(400-900)
Vc (SFM)
(250-400)
(250-400)
(.020-.180)
ap (in)
ap (in)
(.100-.220)
(.100-.220)
(.003-.012)
(.001-.008)
(.008-.016)
(.003-.010)
f (in/rev)
f (in/rev)
(.008-.016)
(.001-.008)
(.008-.016)
.016
.032
.047
rε (in)
.016
.016
.047
rε (in)
.032
Precision
Precision
Finishing to
Finishing to
Finishing
Finishing
finishing
finishing
Grade
Grade
DX120
T5115
GH110
GH110
BX930
T5115
T5115
Page
2-71
3-8
Page
3-23
2-78
2-76
2-73
2-78
Chipbreaker
Cast lron
(300-1200)
(1500-4000)
Vc (SFM)
Vc (SFM) T-CBN CF (450-1300) CM (400-1300) CH (450-1300) Non-ferrous Chipbreaker T-DIA With chipbreaker 01 (400-3000) P (400-3000)
ap (in) (.001-.020) (.010-.040) (.020-.180) (.040-.230) ap (in) (.001-.025) (.001-.025) (.010-.150)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.006) (.006-.012) (.008-.020) f (in/rev) (.001-.006) (.001-.008) (.008-.016)
rε (in) .016 .016 .032 .047 rε (in) .016 .016 .032
Precision Finishing to Precision
Operation Finishing Medium cutting Operation Finishing
finishing medium cutting finishing
Grade BX470 KS20 AH905 AH120 Grade BXM10 BXM20
Page 3-8 2-72 2-76 2-77 Page 3-8 3-8
T-CBN SS HMM SA T-CBN T-CBN
Superalloys Chipbreaker Materials Chipbreaker
Hard
Vc (SFM) (300-800) (100-300) (120-350) (120-300) Vc (SFM) (800-900) (400-800)
ap (in) (.003-.008) (.010-.040) (.010-.040) (.040-.157) ap (in) (.001-.010) (.001-.010)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.008) (.004-.010) (.008-.016) f (in/rev) (.001-.006) (.001-.006)
rε (in) .016 .016 .032 .032 rε (in) .016 .016
For other machining types, see “Selection System” 2-6~
Parts for A-type
Clamp Clamping Shim Shim screw Spring Springpin Wrench
screw
Recommend
Cat. No. Applicable clamping
inserts torque (N·m)
Ahhh-ATFNR/L3 TNoo 33o ACP3S ACS-5W AST322 CSTB-3.5 BP-7 SP-2.5 T-15F 3.0
Note: Replacement parts of former A-type toolholders are not applicable to “Turning A” toolholders.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
5–48 Features Relating (13-1~)
Parts
(5-7)
pages