
Page 364 - Tungaloy Catalog
P. 364
A-type
AVUNR/L Negative rake / Double clamping system
Steel
Shank
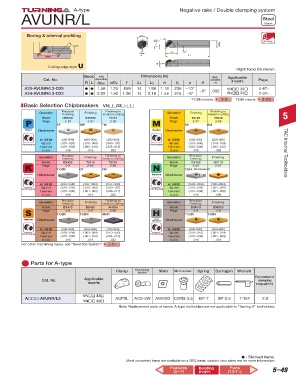
Boring & internal profiling øDm
93° Oil Hole
50° f øDs
L2 f2
α L1
Cutting edge style U θ
Right hand (R) shown.
Stock Min Dimensions (in) Std. Applicable
Cat. No. bore.dia. corner inserts Page
R L ØDm øDs f L1 L2 h f2 α θ rε
A20-AVUNR/L3-D25 d d 1.56 1.25 .859 14 1.96 1.18 .236 −10° −6° .032 VNoo 33o 2-87~
A24-AVUNR/L3-D32 d d 2.00 1.50 1.06 14 2.16 1.44 .275 −8° YNoo 33o 2-91~
T-CBN inserts 3-9 T-DIA inserts 3-23
Basic Selection Chipbreakers VNuu33u-uu
Precision Finishing to Finishing to
Operation Finishing Operation Finishing
finishing medium cutting medium cutting 5
Grade NS9530 GT9530 T9115 Grade T6120 T6130
Page 2-87 2-87 2-89 Page 2-87 2-89
TF TSF TM SS SM
Steel Chipbreaker Stainless Chipbreaker
Vc (SFM) (400-800) (400-900) (400-900) Vc (SFM) (300-550) (250-400)
ap (in) (.001-.020) (.010-.060) (.040-.157) ap (in) (.010-.040) (.010-.150)
Continuous Continuous
f (in/rev) (.001-.008) (.003-.010) (.003-.012) f (in/rev) (.001-.008) (.003-.012)
rε (in) .016 .016 .032 rε (in) .016 .032 TAC Internal Toolholders
Finishing to
Operation Precision Finishing medium cutting Operation Precision Finishing
finishing
finishing
Grade BX930 T5115 T5115 Grade DX120 GH110
Page 3-9 2-88 2-89 Page 3-23 2-87
T-CBN CF CM T-DIA With chipbreaker 01
Cast lron Chipbreaker Non-ferrous Chipbreaker
Vc (SFM) (300-1200) (450-1300) (400-1300) Vc (SFM) (1500-4000) (400-3000)
ap (in) (.001-.020) (.010-.040) (.040-.157) ap (in) (.001-.025) (.001-.025)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.006) (.006-.012) f (in/rev) (.001-.006) (.001-.008)
rε (in) .016 .016 .032 rε (in) .016 .008
Precision Finishing to Precision
Operation Finishing Operation Finishing
finishing medium cutting finishing
Grade BX470 BX480 AH905 Grade BXM10 BXM20
Page 3-9 3-9 2-90 Page 3-9 3-9
T-CBN T-CBN HMM T-CBN T-CBN
Superalloys Chipbreaker Materials Chipbreaker
Hard
Vc (SFM) (300-800) (230-900) (120-350) Vc (SFM) (800-900) (400-800)
ap (in) (.003-.008) (.003-.008) (.010-.040) ap (in) (.001-.010) (.001-.010)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.010) (.004-.010) f (in/rev) (.001-.006) (.001-.006)
rε (in) .016 .016 .032 rε (in) .016 .016
For other machining types, see “Selection System” 2-6~
Parts for A-type
Clamp Clamping Shim Shim screw Spring Springpin Wrench
screw
Recommend
Cat. No. Applicable clamping
inserts torque(N·m)
VNoo 33o
Ahhh-AVUNR/L3 ACP3L ACS-5W ASV322 CSTB-3.5 BP-7 SP-2.5 T-15F 3.0
YNoo 33o
Note: Replacement parts of former A-type toolholders are not applicable to “Turning A” toolholders.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Features Relating Parts 5–49
(5-7) pages (13-1~)