
Page 567 - Tungaloy Catalog
P. 567
J-type / External Turning
JCTER/L
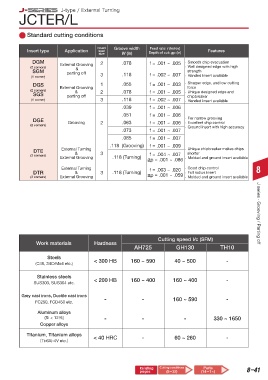
Standard cutting conditions
Insert Groove width Feed rate: f (in/rev)
Insert type Application seat Features
size W (in) Depth of cut: ap (in)
DGM External Grooving 2 .078 f = .001 ~ .005 • Smooth chip evacuation
(2 corners) & • Well designed edge with high
SGM parting off strength
(1 corner) 3 .118 f = .002 ~ .007 • Handed insert available
DGS External Grooving 1 .055 f = .001 ~ .003 • Sharper edge, and low cutting
force
(2 corners) & 2 .078 f = .001 ~ .005 • Unique designed edge and
SGS parting off chipbreaker
(1 corner) 3 .118 f = .002 ~ .007 • Handed insert available
.039 f = .001 ~ .006
.051 f = .001 ~ .006
DGE Grooving 2 .063 f = .001 ~ .006 • For narrow grooving
• Excellent chip control
(2 corners) • Ground insert with high accuracy
.073 f = .001 ~ .007
.085 f = .001 ~ .007
.118 (Grooving) f = .001 ~ .009
DTE External Turning 3 • Unique chipbreaker makes chips
&
shorter
(2 corners) f = .004 ~ .007
External Grooving .118 (Turning) • Molded and ground insert available
ap = .001 ~ .086
External Turning f = .003 ~ .020 • Good chip control 8
DTR & 3 .118 (Turning) • Full radius insert
(2 corners) External Grooving ap = .001 ~ .059 • Molded and ground insert available
Cutting speed Vc (SFM) J series · Grooving / Parting off
Work materials Hardness
AH725 GH130 TH10
Steels
(C45, 34CrMo4 etc.) < 300 HB 160 ~ 590 40 ~ 500 -
Stainless steels
SUS303, SUS304 etc. < 200 HB 160 ~ 400 160 ~ 400 -
Grey cast irons, Ductile cast irons
FC250, FCD450 etc. - - 160 ~ 590 -
Aluminum alloys
(Si < 12%) - - - 330 ~ 1650
Copper alloys
Titanium, Titanium alloys < 40 HRC - 60 ~ 260 -
(Ti-6Al-4V etc.)
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Cutting conditions Parts
pages (8-32) (14-1~) 8–41