
Page 550 - All Industrial Tool Supply | General Catalog
P. 550
CARMEX • Technical Information
548
Threading Tool ProducT idenTificaTion guide
carbide grades
uncoated grades: coated grades:
c2/K20 - For non-ferrous metals, aluminum and cast iron. Extend tool life coupled with special cutting performance, due to a
c5/P30 - The most popular carbide grade for carbon and cast steels, special production technique.
works well at medium to low cutting speeds. P25c - For hard steels, treated alloys 25 HRc and up at medium to
c7/P10 - For the same applications of the P30 grade. Used at higher cutting low cutting speeds.
speeds, possess better wear resistance but is more brittle than P30. MXc - (Coated micrograin) For stainless steels, free cutting & untreated alloys.
Should be used in steady vibration-free conditions. bMa - Multi-layered PVD coated sub-micrograin grade, for stainless steels and
exotic materials at medium to high cutting speeds.
bXc - Like grade MXC, but better adaptability to low speeds & the toughest,
most difficult to machine grades of stainless steel (316L, 304L 303L, 418, 416F).
Also works well for small internal threads.
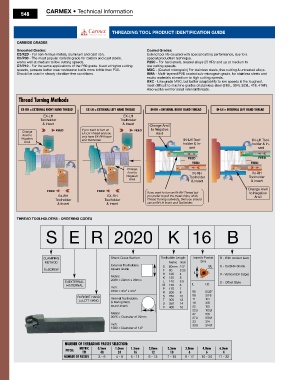
Thread Turning Methods
Thread Turning Methods
Thread Turning Methods
EX-RH = EXTERNAL RIGHT HAND THREAD EX-LH = EXTERNAL LEFT HAND THREAD IN-RH = INTERNAL RIGHT HAND THREAD IN-LH = INTERNAL LEFT HAND THREAD
EX-RH = EXTERNAL RIGHT HAND THREAD EX-LH = EXTERNAL LEFT HAND THREAD IN-RH = INTERNAL RIGHT HAND THREAD IN-LH = INTERNAL LEFT HAND THREAD
EX-LH = EXTERNAL LEFT HAND THREAD
IN-LH = INTERNAL LEFT HAND THREAD
IN-RH = INTERNAL RIGHT HAND THREAD
EX-RH = EXTERNAL RIGHT HAND THREAD
EX-LH EX-LH
EX-LH
EX-LH
EX-LH
EX-LH
Toolholder Toolholder
Toolholder Toolholder
Toolholder
Toolholder
& Insert
& Insert
& Insert & Insert Change Anvil
& Insert
& Insert
Change Anvil
Change Anvil
to Negative
to Negative
Change FEED If you want to turn an FEED to Negative
If you want to turn an
FEED
FEED
FEED
FEED
If you want to turn an
Change EX-LH Thread and you Anvil
Change
Anvil
Anvil to
EX-LH Thread and you
EX-LH Thread and you
Anvil to
Anvil to
Negative only have EX-RH Insert Anvil
only have EX-RH Insert
only have EX-RH Insert
Negative and Toolholder IN-LH Tool- IN-LH Tool-
Negative
IN-LH Tool-
IN-LH Tool-
Anvil
IN-LH Tool-
and Toolholder
holder & In-
Anvil and Toolholder IN-LH Tool- holder & In-
Anvil
holder & In-
holder & In-
holder & In-
holder & In-
sert
sert sert
sert
sert
sert
FEED FEED
FEED
FEED FEED
FEED
FEED FEED
FEED FEED
FEED
FEED
Change
Change
Change
Anvil to
Anvil to
IN-RH
IN-RH
IN-RH
IN-RH
Anvil to
Negative IN-RH IN-RH
Negative Toolholder Toolholder
Negative
Toolholder
Toolholder
Anvil
& Insert
& Insert
Anvil Toolholder Toolholder
Anvil
& Insert
& Insert
& Insert
& Insert
Change Anvil
FEED FEED Change Anvil
Change Anvil
FEED FEED If you want to turn an IN-RH Thread but to Negative
FEED
FEED
If you want to turn an IN-RH Thread but
If you want to turn an IN-RH Thread but
to Negative
EX-RH EX-RH you prefer to pull the metal chips, while to Negative
Anvil
EX-RH
EX-RH
EX-RH
EX-RH
you prefer to pull the metal chips, while
Anvil
Thread Turning outwards, then you should
Toolholder Toolholder you prefer to pull the metal chips, while Anvil
Toolholder Toolholder Thread Turning outwards, then you should
Toolholder
Toolholder
Thread Turning outwards, then you should
use an IN-LH Insert and Toolholder.
& Insert
& Insert
use an IN-LH Insert and Toolholder.
& Insert & Insert use an IN-LH Insert and Toolholder.
& Insert
& Insert
Thread Toolholders - ordering codes
S E R 2020 K 16 B
S E R 2020 K 16 B B
S E R 2020 K 16
CLAMPING Shank Cross Section: Toolholder Length: Insert’s Pocket B - With coolant bore
Toolholder Length:
Shank Cross Section:
Insert’s Pocket
CLAMPING
CLAMPING Shank Cross Section: Toolholder Length: Insert’s Pocket B - With coolant bore
B - With coolant bore
Size
METHOD Metric Inch Size
Inch
Metric
METHOD External Toolholders D 60mm 2.5" Size I.C. C - Carbide Shank
Metric
METHOD
Inch
External Toolholders
I.C.
C - Carbide Shank
60mm 2.5"
square shank
S=SCREW External Toolholders D D F 60mm 2.5" I.C. C - Carbide Shank
80
3.25
square shank
S=SCREW square shank F F H 80 3.25 L
S=SCREW
3.25
80
4
100
V - Vertical (On Edge)
Metric: H H 100 4 4 L L V - Vertical (On Edge)
V - Vertical (On Edge)
100
Metric: K K K 125 5 5 5
Metric:
125
E=EXTERNAL 2020 = 20mm x 20mm L 125 5.5 O - Offset Style
140
2020 = 20mm x 20mm
2020 = 20mm x 20mm
5.5
L L
E=EXTERNAL M 140 5.5 L I.C. O - Offset Style
140
E=EXTERNAL
O - Offset Style
6
150
I=INTERNAL
I.C.
150
I=INTERNAL Inch: M M 150 6 6 7 L L I.C.
I=INTERNAL
170
P
Inch:
Inch:
0750 = 3/4" x 3/4"
170
200
0750 = 3/4" x 3/4" P P R R R 170 7 7 8 8 8 06 5/32"
5/32"
0750 = 3/4" x 3/4"
06
06
5/32"
200
250
R=RIGHT HAND S S S 200 10 08 3/16
3/16
08
10
08
250
3/16
R=RIGHT HAND Internal Toolholders T 250 10 11 1/4
R=RIGHT HAND
300
12
L=LEFT HAND
Internal Toolholders
Internal Toolholders
1/4
11
12
300
16
L=LEFT HAND & Boring Bars T T U 300 12 11 1/4
3/8
L=LEFT HAND
14
350
& Boring Bars
3/8
16
& Boring Bars
3/8
16
14
round shank
350
16
400
round shank U U V V V 350 14 22 1/2
round shank
22
1/2
1/2
16
22
400
400
16
1/2U
22U
1/2U
22U
Metric: 22U 1/2U
5/8
27
Metric: 27 5/8
Metric:
27
5/8
0025 = Diameter of 20mm
0025 = Diameter of 20mm 27U 5/8U
0025 = Diameter of 20mm
5/8U
27U
27U
5/8U
3/4
33
Inch: 33 3/4
3/4
33
33U
3/4U
Inch: 33U 3/4U
Inch:
3/4U
33U
1500 = Diameter of 1.5"
1500 = Diameter of 1.5"
1500 = Diameter of 1.5"
NUMBER OF THREADING PASSES SELECTION:
NUMBER OF THREADING PASSES SELECTION:
NUMBER OF THREADING PASSES SELECTION:
METRIC 0.5mm 1.0mm 1.5mm 2.0mm 2.5mm 3.0mm 4.0mm 6.0mm
METRIC 0.5mm 1.0mm 1.5mm 2.0mm 2.5mm 3.0mm 4.0mm 6.0mm
PITCH: METRIC 0.5mm 1.0mm 1.5mm 2.0mm 2.5mm 3.0mm 4.0mm 6.0mm
TPI 48 24 16 12 10 8 6 4
PITCH:
PITCH:
TPI 48 24 16 12 10 8 6 4
TPI 48 24 16 12 10 8 6 4
NUMBER OF PASSES 3 - 6 4 - 9 5 - 11 6 - 13 7 - 15 8 - 17 10 - 20 11 - 22
NUMBER OF PASSES 3 - 6 4 - 9 5 - 11 6 - 13 7 - 15 8 - 17 10 - 20 11 - 22
NUMBER OF PASSES 3 - 6 4 - 9 5 - 11 6 - 13 7 - 15 8 - 17 10 - 20 11 - 22