
Page 1493 - Ceratizit Catalog
P. 1493
Technical information
F496
Application data - reaming
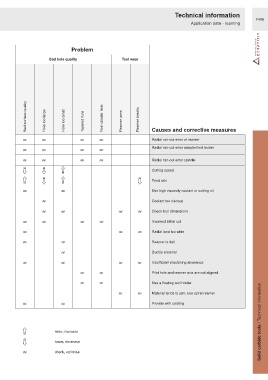
Problem
Bad hole quality Tool wear
Bad surface quality Hole too large Hole too small Tapered hole Non-circular hole Reamer jams Reamer breaks
≈ ≈ ≈ ≈ Causes and corrective measures
Radial run-out error of reamer
≈ ≈ ≈ ≈ Radial run-out error adapter/tool holder
≈ ≈ ≈ ≈ Radial run-out error spindle
⇪ Cutting speed
⇪
⇪
⇪ ⇪ ⇪ ⇪ Feed rate
≈ ≈ Use high viscosity coolant or cutting oil
≈ Coolant too viscous
≈ ≈ ≈ ≈ Check tool dimensions
≈ ≈ ≈ ≈ Incorrect initial cut
≈ ≈ ≈ Radial land too wide
≈ ≈ Reamer is dull
≈ Ductile material
≈ ≈ ≈ ≈ Insufficient machining allowance
≈ ≈ Pilot hole and reamer axis are not aligned
≈ ≈ Use a floating tool holder
Solid carbide tools / Technical information
≈ ≈ Material tends to jam; use spiral reamer
≈ ≈ Provide with coating
⇪ raise, increase
lower, decrease
⇪
≈ check, optimise