
Page 419 - Ceratizit Catalog
P. 419
MaxiMill HFC system
B92
Application data HFC 06
l B r a p max
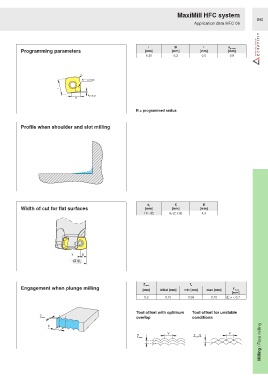
Programming parameters [mm] [mm] [mm] [mm]
6,35 5,3 0,5 0,8
r
R = 1.2 mm
l
a p max
B
R = programmed radius
Profile when shoulder and slot milling
X B
d 1
Width of cut for flat surfaces [mm] [mm] [mm]
16 - 32 d 1 -(2 x B) 4,3
X B
Ø d
1
Z max f z
Engagement when plunge milling
[mm] initial [mm] min [mm] max [mm] Y max
[mm]
5,3 0,10 0,08 0,15 d 1 x < 0,7
Tool offset with optimum Tool offset for unstable
overlap conditions
Z max
Milling / Face milling
Y
Y Y
max
Z max Z/2