
Page 858 - Ceratizit Catalog
P. 858
MSS - TC
C253
Machining method thread milling
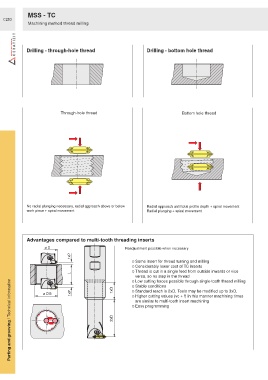
Drilling - through-hole thread Drilling - bottom hole thread
Through-hole thread Bottom hole thread
No radial plunging necessary, radial approach above or below Radial approach until total profile depth + spiral movement
work piece + spiral movement Radial plunging + spiral movement
Advantages compared to multi-tooth threading inserts
ø D Readjustment possible when necessary
1xP
○ Same insert for thread turning and milling
○ Considerably lower cost of TC inserts
○ Thread is cut in a single feed from outside inwards or vice
L
versa, so no step in the thread
Parting and grooving / Technical information
○ Low cutting forces possible through single-tooth thread milling
○ Stable conditions
1xD ○ Standard reach is 2xD. Tools may be modified up to 3xD.
1xP
ø DG ○ Higher cutting values (vc + f) in this manner machining times
are similar to multi-tooth insert machining
○ Easy programming
1
2 2xD
3
4