
Page 1024 - Tungaloy Catalog
P. 1024
Technical Reference
Turning Tools
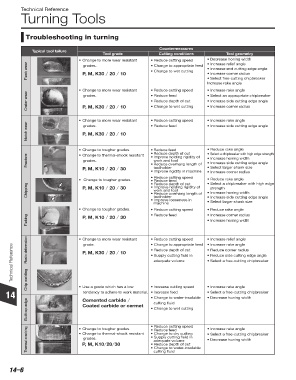
Troubleshooting in turning
Countermeasures
Typical tool failure
Tool grade Cutting conditions Tool geometry
• Change to more wear resistant • Reduce cutting speed • Decrease honing width
• Increase relief angle
Flank wear P, M, K30 / 20 / 10 • Change to wet cutting • Increase end cutting edge angle
grades.
• Change to appropriate feed
• Increase corner radius
• Select free-cutting chipbreaker
Increase rake angle
• Change to more wear resistant • Reduce cutting speed • Increase rake angle
Crater wear P, M, K30 / 20 / 10 • Reduce depth of cut • Increase side cutting edge angle
• Reduce feed
grades.
• Select an appropriate chipbreaker
• Change to wet cutting
• Increase corner radius
• Change to more wear resistant • Reduce cutting speed • Increase rake angle
Notch wear P, M, K30 / 20 / 10
• Reduce feed
grades.
• Increase side cutting edge angle
• Change to tougher grades. • Reduce feed • Reduce rake angle
• Reduce depth of cut
• Select a chipbreaker with high edge strength
Fracture • Change to thermal-shock resistant • Improve holding rigidity of • Increase honing width
grades.
work and tool
• Increase side cutting edge angle
• Reduce overhang length of
P, M, K10 / 20 / 30 toolholder • Select larger shank size
• Improve rigidity in machine • Increase corner radius
• Reduce cutting speed
• Change to tougher grades. • Reduce feed • Reduce rake angle
• Select a chipbreaker with high edge
• Reduce depth of cut
Chipping P, M, K10 / 20 / 30 • Improve holding rigidity of • Increase honing width
strength
work and tool
• Reduce overhang length of
toolholder
• Improve looseness in • Increase side cutting edge angle
machine • Select larger shank size
• Change to tougher grades. • Reduce cutting speed • Reduce rake angle
Flaking P, M, K10 / 20 / 30 • Reduce feed • Increase corner radius
• Increase honing width
• Reduce cutting speed
• Change to more wear resistant
• Increase relief angle
grade.
Technical Reference Plastic deformation P, M, K30 / 20 / 10 • Change to appropriate feed • Increase rake angle
• Reduce corner radius
• Reduce depth of cut
• Supply cutting fluid in
• Reduce side cutting edge angle
adequate volume
• Select a free-cutting chipbreaker
14 Chip welding • Use a grade which has a low • Increase cutting speed • Increase rake angle
tendency to adhere to work material. • Increase feed
• Select a free-cutting chipbreaker
• Change to water-insoluble
• Decrease honing width
Cemented carbide /
Built-up edge Coated carbide or cermet cutting fluid
• Change to wet cutting
• Reduce cutting speed • Increase rake angle
Thermal cracking • Change to thermal-shock resistant • Change to dry cutting • Select a free-cutting chipbreaker
• Change to tougher grades.
• Reduce feed
• Supply cutting fluid in
grades.
• Decrease honing width
adequate volume
P, M, K10/20/30
• Reduce depth of cut
• Change to water-insoluble
cutting fluid
14–6