
Page 1025 - Tungaloy Catalog
P. 1025
Technical Reference
Turning Tools
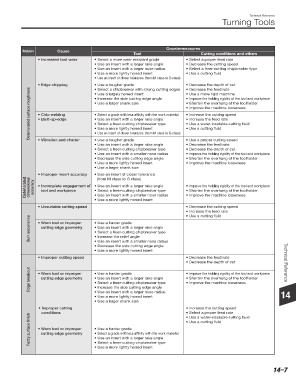
Countermeasures
Problem Cause
Tool Cutting conditions and others
• Increased tool wear • Select a more wear resistant grade • Select a proper feed rate
• Use an insert with a larger rake angle • Decrease the cutting speed
• Use an insert with a larger nose radius • Select a freer-cutting chipbreaker type
• Use a more lightly honed insert • Use a cutting fluid
• Use an insert of closer tolerance. (from M class to G class)
• Edge chipping • Use a tougher grade • Decrease the depth of cut
• Select a chipbreaker with strong cutting edges
Deteriorated surface roughness • Chip welding • Use a larger shank size • Shorten the overhang of the toolholder
• Decrease the feed rate
• Use a more rigid machine
• Use a largely honed insert
• Increase the side cutting edge angle
• Improve the holding rigidity of the tool and workpiece
• Improve the machine looseness
• Select a grade with less affinity with the work material
• Increase the cutting speed
• Use an insert with a larger rake angle
• Increase the feed rate
• Built-up-edge
• Select a freer-cutting chipbreaker type
• Use a water-insoluble cutting fluid
• Use a more lightly honed insert
• Use a cutting fluid
• Use an insert of closer tolerance. (from M class to G class)
• Use a tougher grade
• Vibration and chatter
• Use an insert with a larger rake angle • Use a proper cutting speed
• Decrease the feed rate
• Select a freer-cutting chipbreaker type • Decrease the depth of cut
• Use an insert with a smaller nose radius • Improve the holding rigidity of the tool and workpiece
• Decrease the side cutting edge angle • Shorten the overhang of the toolholder
• Use a more lightly honed insert • Improve the machine looseness
• Use a larger shank size
• Improper insert accuracy • Use an insert of closer tolerance
Deteriorated dimensional accuracy • Incomplete engagement of • Use an insert with a larger rake angle • Improve the holding rigidity of the tool and workpiece
(from M class to G class)
• Shorten the overhang of the toolholder
• Select a freer-cutting chipbreaker type
tool and workpiece
• Use an insert with a smaller nose radius
• Use a more lightly honed insert • Improve the machine looseness
• Unsuitable cutting speed • Decrease the cutting speed
• Increase the feed rate
• Use a cutting fluid
Burr occurrence • Worn tool or improper • Use a harder grade
• Use an insert with a larger rake angle
cutting edge geometry
• Select a freer-cutting chipbreaker type
• Increase the relief angle
• Use an insert with a smaller nose radius
• Decrease the side cutting edge angle
• Use a more lightly honed insert
• Improper cutting speed • Decrease the feed rate
• Decrease the depth of cut Technical Reference
Edge breakout • Worn tool or improper • Use a harder grade • Improve the holding rigidity of the tool and workpiece
• Use an insert with a larger rake angle
cutting edge geometry
• Shorten the overhang of the toolholder
• Select a freer-cutting chipbreaker type
• Improve the machine looseness
• Increase the side cutting edge angle
• Use an insert with a larger nose radius
• Use a more lightly honed insert 14
• Use a larger shank size
• Improper cutting • Increase the cutting speed
conditions • Select a proper feed rate
Fuzzy surface finish • Worn tool or improper • Use a harder grade • Use a cutting fluid
• Use a water-insoluble cutting fluid
• Select a grade with less affinity with the work material
cutting edge geometry
• Use an insert with a larger rake angle
• Select a freer-cutting chipbreaker type
• Use a more lightly honed insert
14–7