
Page 1020 - Tungaloy Catalog
P. 1020
Technical Reference
Technical Reference
Turning Tools
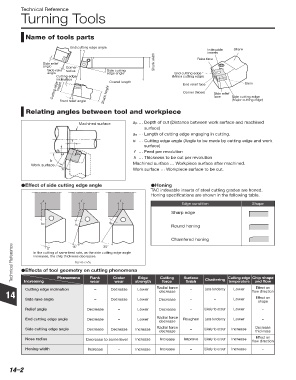
Name of tools parts
End cutting edge angle
Indexable Shank
inserts
Side relief Shank width Rake face
angle Corner
Side rake radius Side cutting
angle edge angle End cutting edge
Cutting edge (Minor cutting edge)
inclination Overall length End relief face Shim
Cutting edge height Shank height Corner (Nose) Side relief
(Major cutting edge)
Front relief angle face Side cutting edge
Relating angles between tool and workpiece
Machined surface ap … Depth of cut (Distance between work surface and machined
surface)
ae … Length of cutting edge engaging in cutting.
f κ … Cutting edge angle (Angle to be made by cutting edge and work
surface)
ap f … Feed per revolution
ae
h … Thickness to be cut per revolution
k
Work surface Machined surface … Workpiece surface after machined.
h Work surface … Workpiece surface to be cut.
dEffect of side cutting edge angle dHoning
TAC indexable inserts of steel cutting grades are honed.
Honing specifications are shown in the following table.
Edge condition Shape
Sharp edge
Round honing
Chamfered honing
Technical Reference dEffects of tool geometry on cutting phenomena
30˃
15˃
0˃
In the cutting of same feed rate, as the side cutting edge angle
increases, the chip thickness decreases.
h0h1h2
Edge
Phenomena
Cutting
Crater
Chattering
Increasing
force
temperature
finish
wear
wear
and flow
Effect on
Cutting edge inclination Flank Decrease strength Radial force Surface Less tendency Cutting edge Chip shape
Lower
–
Lower
–
decrease
flow direction
14
Side rake angle – Decrease Lower Decrease – – Lower Effect on
shape
Relief angle Decrease – Lower Decrease – Likely to occur Lower –
Radial force
End cutting edge angle Decrease – Lower Roughen Less tendency Lower –
decrease
Side cutting edge angle Decrease Decrease Increase Radial force – Likely to occur Increase Decrease
thickness
decrease
Nose radius Decrease to some level Increase Increase Improve Likely to occur Increase Effect on
flow direction
Honing width Increase – Increase Increase – Likely to occur Increase –
14–2