
Page 219 - Tungaloy Catalog
P. 219
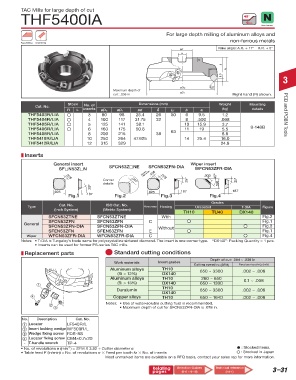
TAC Mills for large depth of cut
THF5400IA 45°
6mm
Non-ferrous
For large depth milling of aluminum alloys and
non-ferrous metals
Face Milling Chamfering
ød Rake angle: A.R. 17° R.R. 5°
a
b
R
Lf
8.0
3
øDc 45º
Maximum depth of
cut : .236 in øD1 Right hand (R) shown.
Stock Dimensions (mm) Weight Mounting
Cat. No. No. of
R L inserts øDc øD1 ød R Lf b a (kg) details
THF5403R/LIA 3 80 98 25.4 26 50 6 9.5 1.2 PCD and PCBN Tools
THF5404R/LIA 4 100 117 31.75 32 8 .500 .098
THF5405R/LIA 5 125 141 38.1 10 15.9 3.7
THF5406R/LIA 6 160 175 50.8 11 19 5.5 9-148B
THF5408R/LIA 8 200 215 38 63 8.8
THF5410R/LIA 10 250 264 47.625 14 25.4 16.0
THF5412R/LIA 12 315 329 24.9
Inserts
General insert Wiper insert
SFhN53ZhN SFCN53ZhNE SFCN53ZFN-DIA WFCN53ZFR-DIA
edge length
Effective .106 .303
.078
Corner .047 .078 25º 45º 25º
details .598
25º
.625 .625 .187 .187
Fig.1 .187 Fig.2 Fig.3 Fig.4
Grades
Cat. No. ISO Cat. No.
Type Accuracy Honing Uncoated T-DIA Figure
(Inch System) (Metric System)
TH10 TU40 DX140
SFCN53ZTNE SFCN53ZTNE With Fig.2
SFCN53ZFN SFCN53ZFN C d Fig.1
General
SFCN53ZFN-DIA SFCN53ZFN-DIA Without d Fig.3
SFEN53ZFN SFEN53ZFN E d Fig.1
Wiper WFCN53ZFR-DIA WFCN53ZFR-DIA C d Fig.4
Notes: • T-DIA is Tungaloy’s trade name for polycrystalline sintered diamond. The insert is one-corner type. “DX140”: Packing Quantity = 1 pcs.
• Inserts can be used for former PS-series TAC mills.
Replacement parts Standard cutting conditions
Depth of cut: .004 ~ .236 in
Work materials Insert grades
Cutting speed vc (SFM) Feed per tooth f z (in/t)
Aluminum alloys TH10 650 ~ 3300 .002 ~ .008
(Si < 12%) DX140
Aluminum alloys TH10 260 ~ 650 0.1 ~ .008
(Si > 13%) DX140 650 ~ 1300
1
Duralumin TH10 650 ~ 3300 .002 ~ .008
DX140
4 Copper alloys TH10 650 ~ 1640 .002 ~ .008
Notes: • Use of water-soluble cutting fluid is recommended.
2
3 • Maximum depth of cut for SFCN53ZFN-DIA is .078 in.
No. Description Cat. No.
a Locator LF540R/L
b Insert locking wedge WF500R/L
c Wedge fixing screw FDS-8S
d Locator fixing screw CM4×0.7×20
- T-handle wrench TP-4
-1
• No. of revolutions n (min ) = SFM X 3.82 ÷ Cutter diameter ø : Stocked items.
• Table feed F (in/min) = No. of revolutions n Feed per tooth fz No. of inserts : Stocked in Japan
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Selection Guides Technical reference 3–31
pages (9-6 ~ 9-18) (14-1)