
Page 335 - Tungaloy Catalog
P. 335
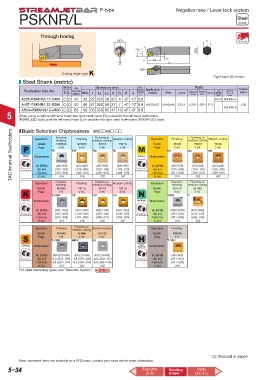
P-type Negative rake / Lever-lock system
PSKNR/L Steel
Shank
Through boring
ØDm h Oil Hole
75° ØDs
f
f2
L2
rε
α L1
Cutting edge style K θ
Right hand (R) shown.
Steel Shank (metric)
Stock Min Dimensions (mm) Std. Parts Torque
Toolholder Cat. No. bore.dia. corner Applicable Clamping Spring Oil Screw
R L ØDm ØDs f L1 L2 h f2 θ α rε inserts Shim Lever screw pin Wrench supply for oil (N·m)
radius
attach-
hole
ment
A32S-PSKNR/L12-D400 40 32 22 250 50 30 6 -6˚ -10˚ 0.8 EA-32 SSHM4-5
A40T-PSKNR/L12-D500 50 40 27 300 60 37 7 -6˚ -10˚ 0.8 SNoo43o LSS42BR/L LCL4 LCS4 LSP4 P-3 - SSHM6-6 4.8
A50U-PSKNR/L12-D630 63 50 35 350 65 47 10 -6˚ -8˚ 0.8
5 When using a right or left hand insert, the right hand insert (R) is used for the left hand toolholders
(PSKNL oo type), and the left hand insert (L) is used for the right hand toolholders (PSKNR oo type).
TAC Internal Toolholders Steel Chipbreaker TF (.001-.020) TSF (.010-.060) TM Finishing to Medium cutting Stainless Chipbreaker SS (.010-.040) SM Finishing to Medium cutting
Basic Selection Chipbreakers SNuu43u-uu
Precision
Finishing
Finishing
Operation
Operation
medium cutting
medium cutting
finishing
T6120
GT9530
NS9530
T9115
T9115
Grade
Grade
T6130
T6130
Page
2-62
2-62
2-65
2-68
Page
2-68
2-65
2-63
TH
SH
(400-900)
(400-900)
(400-800)
(300-550)
(250-400)
(250-400)
(400-900)
Vc (SFM)
Vc (SFM)
(.100-.220)
ap (in)
(.010-.150)
ap (in)
(.100-.220)
(.020-.180)
Continuous
(.003-.012)
f (in/rev)
(.008-.016)
f (in/rev)
(.008-.016)
.047
.032
.016
.016
rε (in)
.016
rε (in)
.047
.032
Precision
Finishing to
Finishing to
Precision
Finishing
Operation (.001-.008) (.003-.010) medium cutting Medium cutting Continuous Operation (.001-.008) medium cutting (.008-.016)
finishing
finishing
Grade BX930 T5115 T5115 T5115 Grade DX140 GH110
Page 3-8 2-63 2-66 2-68 Page 3-23 2-67
T-CBN CF CM CH T-DIA P
Cast lron Chipbreaker Non-ferrous Chipbreaker
Vc (SFM) (300-1200) (450-1300) (400-1300) (450-1300) Vc (SFM) (1500-4000) (400-3000)
ap (in) (.001-.020) (.010-.040) (.020-.180) (.040-.230) ap (in) (.001-.025) (.010-.150)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.006) (.006-.012) (.008-.020) f (in/rev) (.001-.006) (.008-.016)
rε (in) .016 .016 .032 .047 rε (in) .016 .032
Finishing to
Operation Finishing medium cutting Medium cutting Operation Finishing
Grade BX480 AH905 AH120 Grade BXM20
Page 3-8 2-66 2-67 Page 3-8
T-CBN HMM SA T-CBN
Hard
Superalloys Chipbreaker Materials Chipbreaker
Vc (SFM) 200 (230-900) 50 (120-350) 50 (120-300) Vc (SFM) (400-800)
ap (in) 0.3 (.003-.008) 1.5 (.010-.040) 2.0 (.040-.157) ap (in) (.001-.010)
Continuous Continuous
f (in/rev) 0.1 (.001-.010) 0.2 (.004-.010) 0.3 (.008-.016) f (in/rev) (.001-.006)
rε (in) .016 .032 .032 rε (in) .016
For other machining types, see “Selection System” 2-6~
: Stocked in Japan
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
5–34 Features Relating (13-1~)
Parts
(5-6)
pages