
Page 640 - Tungaloy Catalog
P. 640
17 90° Air Hole
TUNGAL O Y Steel Stainless Cast Iron Non-ferrous Super alloys
Machining capability
Helical feed Drilling flattened
Shoulder drilling blind hole Enlarging
milling Grooving Ramping Plunging
Traversing
ap θ A
øD1, 2 øD3 E
Max cutting
Max depth of Min. machining Max machining Hole dia. in drilling width in
Cat No. Tool ø Max Depth of Max ramping plunging hole dia. hole dia (blind hole) enlarging hole
angle θ
cut ap
A (in) øD1 (in)* øD2 (in)* øD3 (in)*
E (in)
EPS17100RSU/RLU 1.00 .642 5º 1.26 1.89 1.81 ~ 1.89 .945
EPS17125RSU/RLU 1.25 .640 3.5º 1.81 2.44 2.36 ~ 2.44 1.22
EPS17150RSU/RLU 1.50 .640 2.5º .039 2.44 3.07 2.99 ~ 3.07 1.54
TPS17200RSU/RLU 2.00 .634 1.5º 3.23 3.86 3.78 ~ 3.85 1.93
TPS17300RSU/RLU 3.00 .630 0.7º 5.59 6.22 6.14 ~ 6.22 3.11
TPS17400RSU/RLU 4.00 .630 .05º 7.17 7.80 7.72 ~ 7.80 3.90
Notes : Corner R for dimensions of D1, D2, and D3: R .016 for T/EPS 11 and R .031 for T/EPS 17.
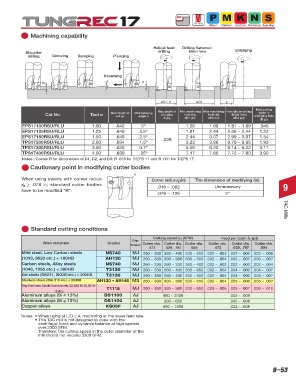
Cautionary point in modifying cutter bodies
R
When using inserts with corner radius Corner radius r ε (in) The dimension of modifying (in)
r ε ≥ .078 in, standard cutter bodies .016 ~ .062 Unnecessary 9
have to be modified “R”.
.078 ~ .126 2” TAC Mills
Standard cutting conditions
Cutting speed vc (SFM) Feed per tooth fz (ipt)
Chip-
Work materials Grades Cutter dia. Cutter dia. Cutter dia. Cutter dia. Cutter dia. Cutter dia.
breaker
.472 .629, .787 .984 .472 .629, .787 .984
Mild steel, Low Carbon steels NS740 MJ 260 ~ 330 330 ~ 400 330 ~ 500 .002 ~ .003 .002 ~ .005 .002 ~ .006
(1018, 8620 etc.) < 180HB AH120 MJ 260 ~ 330 330 ~ 500 330 ~ 500 .002 ~ .004 .005 ~ .007 .005 ~ .007
Carbon steels, Alloy steels NS740 MJ 260 ~ 330 260 ~ 330 260 ~ 400 .002 ~ .003 .002 ~ .003 .002 ~ .004
(1045, 1055 etc.) < 300HB T3130 MJ 260 ~ 330 260 ~ 400 330 ~ 650 .002 ~ .004 .004 ~ .006 .004 ~ .007
Die steels (SKD11, SKD61etc.) < 300HB T3130 MJ 260 ~ 330 260 ~ 400 330 ~ 500 .002 ~ .004 .004 ~ .006 .005 ~ .007
Stainless steels (304, 316 etc.) < 250HB AH130 • AH140 MS 260 ~ 330 330 ~ 500 330 ~ 650 .002 ~ .004 .005 ~ .006 .005 ~ .007
Grey Cast irons, Ductile Cast irons etc. (CLASS 25-40, 65-45- T1115 MJ 260 ~ 330 330 ~ 500 330 ~ 650 .003 ~ .005 .005 ~ .007 .006 ~ .010
12 etc.)
Aluminum alloys (Si < 13%) DS1100 AJ 980 ~ 3300 .002 ~ .008
Aluminum alloys (Si ≥ 13%) DS1100 AJ 330 ~ 650 .002 ~ .008
Copper alloys KS05F AJ 650 ~ 1650 .002 ~ .008
Notes: • When using at L/D ≥ 4, machining at the lower feed rate.
• This TAC mill is not designed to cope with the
centrifugal force and dynamic balance at high speeds
over 3300 SFM.
Therefore, the cutting speed in the outer diameter of the
mill should not exceed 3300 SFM.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–53