
Page 642 - Tungaloy Catalog
P. 642
18
TUNGAL O Y Steel Stainless Cast Iron Non-ferrous Super alloys
TPO / EPO 18
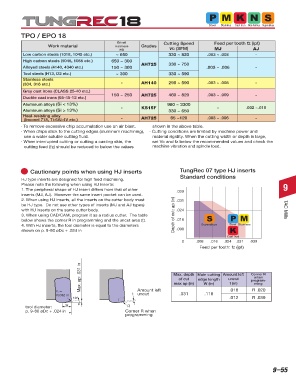
Brinell Cutting Speed Feed per tooth fz (ipt)
Work material Hardness Grades
HB Vc (SFM) MJ AJ
Low carbon steels (1018, 1045 etc.) ~ 650 330 ~ 820 .003 ~ .008 -
High carbon steels (1045, 1055 etc.) 650 ~ 300
AH725 330 ~ 750
Alloyed steels (4140, 4340 etc.) 150 ~ 300 .003 ~ .006 -
Tool steels (H13, D2 etc.) ~ 300 330 ~ 590
Stainless steels
(304, 316 etc.) - AH140 295 ~ 590 .003 ~ .008 -
Grey cast irons (CLASS 25-40 etc.)
150 ~ 250 AH725 460 ~ 820 .003 ~ .009 -
Ductile cast irons (65-45-12 etc.)
Aluminum alloys (Si < 13%) 980 ~ 3300
Aluminum alloys (Si ≥ 13%) - KS15F 330 ~ 650 - .002 ~.010
Heat-resisting alloy - 65 ~120 -
(Inconel 718, Ti-6Al-4V etc.) AH725 .003 ~ .006
· To remove excessive chip accumulation use an air blast. shown in the above table.
· When chips stick to the cutting edges (aluminum machining), · Cutting conditions are limited by machine power and
use a water soluble cutting fluid. material rigidity. When the cutting width or depth is large,
· When interrupted cutting or cutting a casting skin, the set Vc and fz below the recommended values and check the
cutting feed (fz) should be reduced to below the values machine vibration and spindle load.
Cautionary points when using HJ inserts TungRec 07 type HJ inserts
Standard conditions
HJ type inserts are designed for high feed machining.
Please note the following when using HJ inserts: 9
1. The peripheral shape of HJ insert differs from that of other .039
inserts (MJ, AJ). However the same insert pocket can be used.
2. When using HJ inserts, all the inserts on the cutter body must .031
be HJ type. Do not use other types of inserts (MJ and AJ types)
with HJ inserts on the same cutter body. .024 TAC Mills
3. When using CAD/CAM, program it as a radius cutter. The table Depth of cut: ap (in)
below shows the corner R in programming and the uncut area (t). .016
4. With HJ inserts, the tool diameter is equal to the diameters Superalloys Steel Stainless
shown on p. 9-80 øDc + .024 in .008
Cast Iron
0 .008 .016 .024 .031 .039
Feed per tooth: fz (ipt)
Max. ap: .031 in Max. depth Main cutting Amount left Corner R
when
uncut
of cut
edge length
program-
t (in)
max ap (in)
W (in)
ming
Amount left
rε = t uncut .031 .118 .016 R .020
R.032 in
10° .012 R .039
tool diameter: w R
p. 9-80 øDc + .024 in Corner R when
programming
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–55