
Page 650 - Tungaloy Catalog
P. 650
Screw-on type TAC Mills
T/EPW13
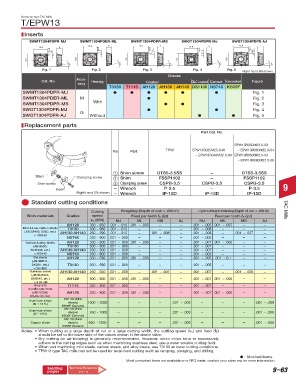
Inserts
SWMT1304PDPR-MJ SWMT1304PDER-ML SWMT1304PDPR-MS SWGT1304PDPR-MJ SWGT1304PDFR-AJ
13.6 5 13.6 5 5 13.6 5
13.6 5 13.6
rε0.8 rε0.8 rε0.8 rε0.8 rε0.0
1.4 1.4 1.4 1.4 .062
13.6 13.6 13.6 13.6 13.6
17˚ 17° 17° 17° 17°
Fig. 1 Fig. 2 Fig. 3 Fig. 4 Fig. 5
Right hand (R) shown.
Grades
Accu-
Cat. No. Honing Coated DLC coated Cermet Uncoated Figure
racy
T3130 T1115 AH120 AH130 AH140 DS1100 NS740 KS05F
SWMT1304PDPR-MJ d d d d d d Fig. 1
SWMT1304PDER-ML M d Fig. 2
SWMT1304PDPR-MS With d d Fig. 3
SWGT1304PDPR-MJ G d d Fig. 4
SWGT1304PDFR-AJ Without d d Fig. 5
Replacement parts
Part Cat. No.
EPW13R050M32.0-03
No Part TPW EPW13R025M25.0-01 ~ EPW13R080M32.0-04
~ EPW13R040M32.0-03 EPW13R050M32.0-04
~ EPW13R080M32.0-06
a Shim screw DTS5-3.5SS - DTS5-3.5SS
Shim Clamping screw b Shim FSSP1102 - FSSP1102
Shim
Clamping screw
Shim screw c Clamping screw CSPB-3.5 CSPB-3.5 CSPB-3.5
Shim screw
Insert Insert - Wrench P-3.5 - P-3.5 9
Right hand (R) shown. - Wrench IP-15D IP-15D IP-15D
Standard cutting conditions
Cutting Roughing (Depth of cut: > .039 in) Light cutting to finishing (Depth of cut: < .039 in) TAC Mills
Work materials Grades speed Feed per tooth fz (ipt) Feed per tooth fz (ipt)
vc (SFM) MJ ML MS AJ MJ ML MS AJ
AH120 330 ~ 850 .001 ~ .010 .001 ~ .008 - - .001 ~ .008 .001 ~ .007 - -
Mild & Low carbon steels T3130 500 ~ 980 .001 ~ .010 - - - .001 ~ .008 - - -
(JIS SS400, S25C, etc.) AH130·AH140 260 ~ 590 .001 ~ .010 - .001 ~ .008 - .001 ~ .008 - .001 ~ .007 -
< 180 HB
NS740 330 ~ 900 .001 ~ .006 - - - .001 ~ .005 - - -
Carbon & alloy steels AH120 330 ~ 800 .001 ~ .008 .001 ~ .006 - - .001 ~ .007 .001 ~ .005 - -
(JIS S50C, T3130 500 ~ 900 .001 ~ .008 - - - .001 ~ .007 - - -
SCM440, etc.) AH130·AH140 260 ~ 500 .001 ~ .008 - - - .001 ~ .007 - - -
< 300 HB NS740 330 ~ 800 .001 ~ .006 - - - .001 ~ .005 - - -
Die steels AH120 330 ~ 590 .001 ~ .006 .001 ~ .005 - - .001 ~ .005 .001 ~ 0.1 - -
(JIS SKD11,
SKD61, etc.) T3130 330 ~ 590 .001 ~ .006 - - - .001 ~ .005 - - -
< 30 HRC
Stainless steels AH130·AH140 260 ~ 650 .001 ~ .008 - .001 ~ .007 - .001 ~ .007 - .001 ~ .006 -
(JIS SUS304,
SUS316, etc.) AH120 500 ~ 800 .001 ~ .008 .001 ~ .006 - - .001 ~ .007 .001 ~ .005 - -
< 9.84 HB
Grey and T1115 330 ~ 800 .001 ~ .008 - - - .001 ~ .007 - - -
ductile cast Irons
(JIS FC250, AH120 330 ~ 800 .001 ~ .008 .001 ~ .006 - - .001 ~ .007 .001 ~ .005 - -
65-45-12, etc.)
DS1100 (First
Aluminum alloys
(Si < 13 %) choice) 1000 ~ 3300 - - - .001 ~ .008 - - - .001 ~ .008
KS05F (General)
DS1100 (First
Aluminum alloys
(Si ≥ 13%) choice) 260 ~ 1000 - - - .001 ~ .008 - - - .001 ~ .008
KS05F (General)
DS1100 (First
Copper alloys choice) 650 ~ 1650 - - - .001 ~ .008 - - - .001 ~ .008
KS05F (General
Notes: • When cutting at a large depth of cut or a large cutting width, the cutting speed (vc) and feed (fz)
should be set to the lower side of the values shown in the above table.
• Dry cutting (or air-blowing) is generally recommended. However, when chips tend to excessively
adhere to the cutting edges such as when machining stainless steel, use a water soluble cutting fluid.
• When wet machining mild steels, carbon steels, and alloy steels, use T3130 at lower cutting conditions.
• TPW13 type TAC mills can not be used for axial-feed cutting such as ramping, plunging, and drilling.
d : Stocked items.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Technical Reference 9–63
pages (14-1)