
Page 654 - Tungaloy Catalog
P. 654
øDb
NEW ød a
b
R
Lf
ap
øDc
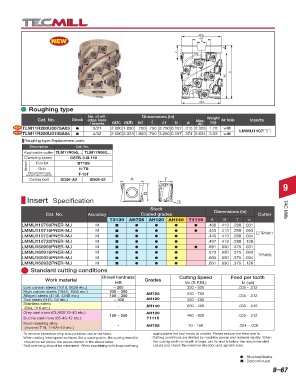
Roughing type
No. of eff. Dimensions (in)
Cat. No. Stock edge lines Max. Weight Air hole Inserts
/ inserts øDc øDb ød r Lf b a ap (kg)
NEW TLM11R200U0075A03 3/21 2.000 1.850 .750 .750 2.750 0.157 .315 2.303 1.78 with
NEW TLM11R250U0100A04 4/32 2.500 2.323 1.000 .750 3.250 0.197 .374 2.634 3.33 with LMMU1107uu
Air
Coolant
Cat. No. Stock No. of Dimensions (in) Weight hole Center bolt Inserts Roughing type: Replacement parts
Inserts
ØDc ØDb Ød r Lf b a (kg) Description Cat. No.
TPM11R200U0075A05 5 2.00 1.77 .750 .750 1.57 0.24 0.32 0.3 with (C0.375x1.125H) Applicable cutter TLM11R050… TLM11R063…
TPM11R250U0075A06 6 2.50 1.77 .750 .750 1.57 0.24 0.32 0.5 with (C0.375x1.125H) Clamping screw CSTB-3.5L110
LMMU1107uuPNER-MJ
TPM11R300U0100A06 6 3.00 2.17 1.00 .750 1.97 0.24 0.39 0.9 with (C0.500x1.375H) Torx bit BT15S
TPM11R400U0150A08 8 4.00 3.07 1.50 1.06 1.97 0.31 0.63 1.4 with (TMBA-0.750H) Wrench Grip H-TB
TPM16R300U0100A05 5 3.00 2.17 1.00 .750 1.97 0.24 0.39 1.0 with (C0.500x1.375H) substitution wrench T-15T
Mono block type
TPM16R400U0150A06 6 4.00 3.07 1.50 1.06 1.97 0.31 0.63 1.6 with (TMBA-0.750H) LMMU1609uuPNER-MJ Center bolt SD06-A2 SD08-52 A T
TPM16R500U0150A07 7 5.00 3.07 1.50 1.06 2.48 0.39 0.63 3.0 with (TMBA-0.750H) 9
TPM11R300U0100A08 8 3.00 2.17 1.00 .750 1.97 0.24 0.39 1.0 with (C0.500x1.375H)
LMMU1107uuPNER-MJ B
TPM11R400U0150A11 11 4.00 3.07 1.50 1.06 1.97 0.31 0.63 1.5 with (TMBA-0.750H)
Insert Specification rε
Stock TAC Mills
Cat. No. Accuracy Coated grades Dimensions (in) Cutter
T3130 AH725 AH120 AH140 T1115 A B T rε
LMMU110708PNER-MJ M .460 .413 .280 .031
LMMU110716PNER-MJ M .453 .413 .280 .063 E/TPM11
LMMU110724PNER-MJ M .445 .413 .280 .094
LMMU110732PNER-MJ M .437 .413 .280 .126
LMMU160908PNER-MJ M .681 .630 .375 .031
LMMU160916PNER-MJ M .673 .630 .375 .063
LMMU160924PNER-MJ M .665 .630 .375 .094 TPM16
LMMU160932PNER-MJ M .661 .630 .375 .126
Standard cutting conditions
Brinell hardness Cutting Speed Feed per tooth
Work material Grades
HB Vc (S.F.M.) fz (ipt)
Low carbon steels (1018, 8620 etc.) ~ 200 330 - 820 .005 - .012
High carbon steels (1045, 1055 etc.) 200 ~ 300 AH725 330 - 760
Alloyed steels (4140, 4340 etc.) 150 ~ 300 .005 - .012
Tool steels (H13, D2 etc.) ~ 300 AH120 330 - 590
Stainless steels - 200 - 460 .005 - .012
(304, 316 etc.) AH140
Grey cast irons (CLASS 25-40 etc.) AH120
150 ~ 250 460 - 820 .005 - .012
Ductile cast irons (65-45-12 etc.) T1115
Heat-resisting alloy
(Inconel 718, Ti-6Al-4V etc.) - AH725 70 - 160 .004 - .008
· To remove excessive chip accumulation use an air blast. applications the tool tends to chatter. Please reduce the feed rate fz.
· When cutting interrupted surfaces like a casting skin, the cutting feed (fz) · Cutting conditions are limited by machine power and material rigidity. When
should be set below the values shown in the above table. the cutting width or depth is large, set Vc and fz below the recommended
· Tool overhang should be minimized. When machining with long overhang values and check the machine vibration and spindle load.
: Stocked items.
: Discontinued
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–67