
Page 652 - Tungaloy Catalog
P. 652
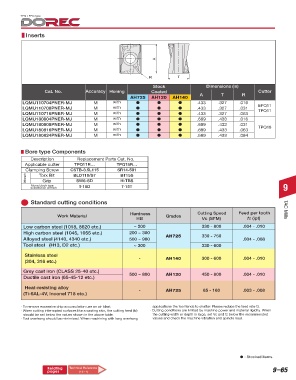
TPQ / EPQ type
Inserts
A
R T
Stock Dimensions (in)
Cat. No. Accuracy Honing Coated Cutter
AH725 AH120 AH140 A T R
LQMU110704PNER-MJ M with d d d .433 .327 .016
LQMU110708PNER-MJ M with d d d .433 .327 .031 EPQ11
TPQ11
LQMU110716PNER-MJ M with d d d .433 .327 .063
LQMU180804PNER-MJ M with d d d .689 .433 .016
LQMU180808PNER-MJ M with d d d .689 .433 .031
LQMU180816PNER-MJ M with d d d .689 .433 .063 TPQ18
LQMU180824PNER-MJ M with d d d .689 .433 .094
Bore type Components
Description Replacement Parts Cat. No.
Applicable cutter TPQ11R… TPQ18R…
Clamping Screw CSTB-3.5L115 SR14-591
Wrench Torx Bit BLDT10/S7 BT15S
Grip
SW6-SD
H-TBS
Mono block type T-10D T-15T
substitution wrench 9
Standard cutting conditions
Work Material Hardness Grades Cutting Speed Feed per tooth TAC Mills
HB Vc (SFM) fz (ipt)
Low carbon steel (1018, 8620 etc.) ~ 200 330 - 800 .004 - .010
High carbon steel (1045, 1055 etc.) 200 ~ 300
Alloyed steel (4140, 4340 etc.) 500 ~ 980 AH725 330 - 750 .004 - .008
Tool steel (H13, D2 etc.) ~ 300 330 - 600
Stainless steel
(304, 316 etc.) - AH140 300 - 600 .004 - .010
Grey cast iron (CLASS 25-40 etc.)
Ductile cast iron (65-45-12 etc.) 500 ~ 800 AH120 450 - 800 .004 - .010
Heat-resisting alloy
(Ti-6AL-4V, Inconel 718 etc.) - AH725 65 - 160 .003 - .008
· To remove excessive chip accumulation use an air blast. applications the tool tends to chatter. Please reduce the feed rate fz.
· When cutting interrupted surfaces like a casting skin, the cutting feed (fz) · Cutting conditions are limited by machine power and material rigidity. When
should be set below the values shown in the above table. the cutting width or depth is large, set Vc and fz below the recommended
· Tool overhang should be minimized. When machining with long overhang values and check the machine vibration and spindle load.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Technical Reference 9–65
pages (14-1)