
Page 664 - Tungaloy Catalog
P. 664
All PCD-tipped TAC Mills
DPD24
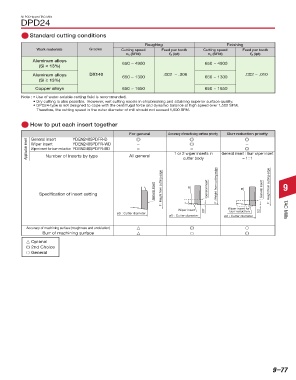
Standard cutting conditions
Roughing Finishing
Work materials Grades Cutting speed Feed per tooth Cutting speed Feed per tooth
vc (SFM) fz (ipt) vc (SFM) fz (ipt)
Aluminum alloys 650 ~ 4900 650 ~ 4900
(Si < 13%)
Aluminum alloys DX140 650 ~ 1300 .002 ~ .008 650 ~ 1300 .002 ~ .010
(Si ≥ 13%)
Copper alloys 650 ~ 1650 650 ~ 1650
Note : • Use of water-soluble cutting fluid is recommended.
• Dry cutting is also possible. However, wet cutting excels in chipbreaking and attaining superior surface quality.
• DPD24-type is not designed to cope with the centrifugal force and dynamic balance at high speed over 1,500 SFM.
Therefore, the cutting speed in the outer diameter of mill should not exceed 1,500 SFM.
How to put each insert together
For general Accuracy of machining surface priority Burr reduction priority
YDEN2405PDFR-D
General insert
Applicable insert Wiper insert YDEN2405PDFR-WD All general 1 or 2 wiper inserts in General insert : Burr wiper insert
-
-
-
Wiper insert for burr reduction YDEN2405PDFR-BD
-
Number of Inserts by type
= 1 : 1
cutter body
General insert F : Height from cutting edge R General insert F : Height from cutting edge R General insert F : Height from cutting edge 9
Specification of insert setting
Wiper insert .001 Wiper insert for TAC Mills
burr reduction
øD : Cutter diameter 0.2
øD : Cutter diameter øD : Cutter diameter
Accuracy of machining surface (roughness and undulation) n s
Burr of machining surface n s
n Optimal
2nd Choice
s General
: Stocked items.
: Stocked in Japan : Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–77