
Page 660 - Tungaloy Catalog
P. 660
Super lightweight TAC Mills
T/EFE12
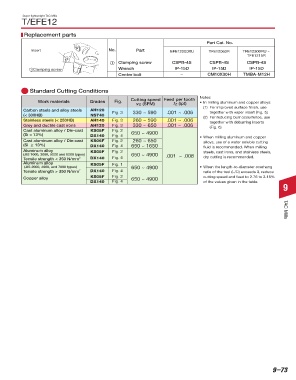
Replacement parts
Part Cat. No.
Insert No. Part EFE12200RU TFE12063R TFE12300RU ~
TFE1215R
a Clamping screw CSPB-4S CSPB-4S CSPB-4S
aClamping screw Wrench IP-15D IP-15D IP-15D
Center bolt - CM10X30H TMBA-M12H
Standard Cutting Conditions
Work materials Grades Fig. Cutting speed Feed per tooth Notes:
• In milling aluminum and copper alloys:
fz (ipt)
vc (SFM)
(1) For improved surface finish, use
Carbon steels and alloy steels AH120 Fig. 3 330 ~ 590 .001 ~ .006 together with wiper insert (Fig. 5)
(< 300HB) NS740 (2) For reducing burr occurrence, use
Stainless steels (< 250HB) AH140 Fig. 3 260 ~ 590 .001 ~ .006 together with deburring inserts
Grey and ductile cast irons AH120 Fig. 3 330 ~ 650 .001 ~ .006 (Fig. 6)
Cast aluminum alloy / Die-cast KS05F Fig. 2 650 ~ 4900
(Si < 13%) DX140 Fig. 4 • When milling aluminum and copper
Cast aluminum alloy / Die-cast KS05F Fig. 2 260 ~ 650 alloys, use of a water soluble cutting
(Si ≥ 13%) DX140 Fig. 4 650 ~ 1650 fluid is recommended. When milling
Aluminum alloy KS05F Fig. 2 steels, cast irons, and stainless steels,
(JIS 1000, 3000, 5000 and 6000 types) 650 ~ 4900 .001 ~ .008
Tensile strength < 350 N/mm 2 DX140 Fig. 4 dry cutting is recommended.
Aluminum alloy KS05F Fig. 1
(JIS 2000, 4000, and 7000 types) 650 ~ 4900 • When the length-to-diameter overhang
Tensile strength > 350 N/mm 2 DX140 Fig. 4 ratio of the tool (L/D) exceeds 3, reduce
Copper alloy KS05F Fig. 2 650 ~ 4900 cutting speed and feed to 2.76 to 3.15%
DX140 Fig. 4 of the values given in the table.
9
TAC Mills
Fig. 6
d : Stocked items. : Stocked items.
: Stocked in Japan Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–73