
Page 68 - Tungaloy Catalog
P. 68
Basic Chipbreakers Positive Inserts
Hard Materials
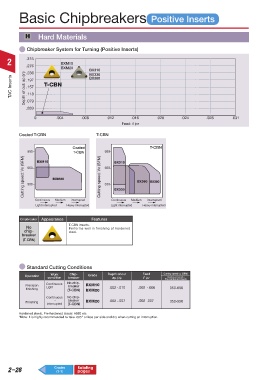
Chipbreaker System for Turning (Positive Inserts)
2 .315 BXM10
.276
BXM20 BX310
.236
BX330
TAC Inserts Depth of cut: ap (in) .197 T-CBN BX360
.157
.118
.079
.039
0 .004 .008 .012 .016 .020 .024 .028 .031
Feed: f ipr
Coated T-CBN T-CBN
Coated T-CBN
980 BXM10 T-CBN 980 BX310
Cutting speed: Vc (SFM) 650 BXM20 Cutting speed: Vc (SFM) 650 BX360 BX380
330
330
BX330
Continuous Medium interrupted Continuous Medium interrupted
Light interrupted Heavy interrupted Light interrupted Heavy interrupted
Chipbreaker Appearance Features
T-CBN inserts.
No Performs well in finishing of hardened
chip- steel.
breaker
(T-CBN)
Standard Cutting Conditions
Chip-
Work
Operation condition breaker Grade Depth of cut Feed Cutting speed vc (SFM)
Hardened steels
ap (in)
f ipr
Pre-hardened steels
Precision Continuous No chip- BXM10
breaker
Light
finishing (T-CBN) BXM20 .002 -.010 .002 -.006 350-650
Continuous No chip-
~
Finishing interrupted breaker BXM20 .002 -.007 .002 .007 350-550
(T-CBN)
Hardened steels, Pre-hardened steels: A980 etc.
*Note: It is highly recommended to take .005” or less per side and dry when cutting an interruption.
2–28 Grades Relating
pages
(1-1)