
Page 1046 - Tungaloy Catalog
P. 1046
Technical Reference
Drilling Tools
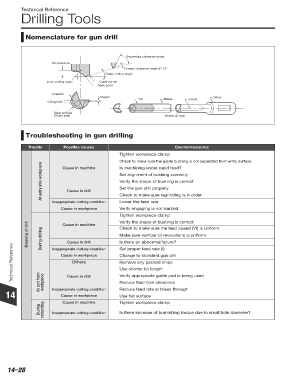
Nomenclature for gun drill
Secondary clearance angle
Oil clearance
Primary clearance angle 8˚~15˚
Outer cutting angle
Inner cutting angle Outer corner
Apex point
Chamfer
Margin Tip Shank V-flute Driver
Oiling hole
Wear surface
(Guide pad) Shank oil hole
Troubleshooting in gun drilling
Trouble Possible causes Countermeasures
Tighten workpiece clamp
Check to make sure the guide bushing is not seperated from entry surface
At entry into workpiece Cause in drill Set alignment of bushing correctly
Is machining under rapid feed?
Cause in machine
Verify the shape of bushing is correct
Set the gun drill properly
Lower the feed rate
Inappropriate cutting condition Check to make sure regrinding is in order
Cause in workpiece Verify engaging is not slanted
Tighten workpiece clamp
Verify the shape of bushing is correct
Breaking of drill During drilling Cause in drill Check to make sure the feed speed (Vf) is uniform
Cause in machine
Make sure number of revolutions is uniform
Is there an abnormal failure?
Technical Reference Inappropriate cutting condition Change to standerd gun drill
Set proper feed rate (f)
Cause in workpiece
Others
Remove any packed chips
Use shorter tip length
Verify appropriate guide pad is being used
Cause in drill
Reduce feed rate at break through
14 At exit from workpiece Inappropriate cutting condition Reduce fluid hole clearance
Use flat surface
Cause in workpiece
Cause in machine
During retracting Inappropriate cutting condition Tighten workpiece clamp
Is there increase of burnishing torque due to small hole diameter?
14–28