
Page 327 - Tungaloy Catalog
P. 327
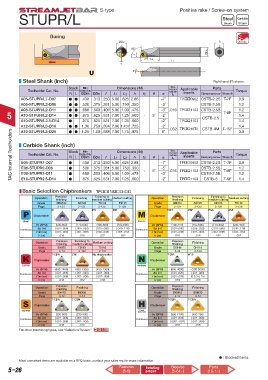
S-type Positive rake / Screw-on system
STUPR/L Steel Carbide
Shank
Shank
Boring
ØDm h Oil Hole
95°
ØDs
f
f2 L2
L1
α
U θ
Steel Shank (inch) Right hand (R) shown.
Std.
Stock Min Dimensions (IN) corner Applicable Parts
Toolholder Cat. No. bore.dia. radius Torque
R L ØDm ØDs f L1 L2 h f2 θ α rε inserts Clamping screw Wrench
A05-STUPR/L7-D07 d d .438 .313 .250 5.00 .625 2.88 -7˚ TPoo0902 CSTB-2.2S T-7F 0.9
A06-STUPR/L2-D08 d d .500 .375 .281 5.00 .750 .350 -5˚ CSTB-2.5S 1.2
A08-STUPR/L2-D11 d d .688 .500 .406 5.00 1.00 .475 -3˚ .016 TPoo1102 CSTB-2.5B T-8F 1.2
5 A10-STPUR/L2-D14 d d .875 .625 .531 7.00 1.25 .600 - 5˚ -2˚ CSTB-2.5 1.4
A10-STUPR/L2.5-D14 d .875 .625 .531 7.00 1.25 .600 -2˚ TPoo1103 1.4
A12-STUPR/L3-D16 d d 1.00 .750 .594 7.00 1.437 .725 -2˚ .032 TPoo16T3 CSTB-4M T-15F 1.4
TAC Internal Toolholders Carbide Shank (inch) bore.dia. f L1 Dimensions (IN) f2 5˚ -7˚ corner TPoo0902 CSTB-2.2S T-7F Torque
0˚
d d 1.25 1.00 .688 7.00 1.75 .975
3.0
A16-STUPR/L3-D20
Std.
Stock
Parts
Min
Applicable
Toolholder Cat. No.
radius
inserts
ØDm ØDs
α
R L
θ
h
Clamping screw Wrench
L2
rε
0.9
E05-STUPR7-D07
.438 .313 .250 5.00 .625 2.88
d
CSTB-2.5S
E06-STUPR2-D08
.500 .375 .281 5.00 .750 .350
-5˚
1.2
d
T-8F
-
.016 TPoo1102
E08-STUPR2-D11
.688 .500 .406 5.00 1.00 .475
d
E10-STUPR2.5-D14
.875 .625 .531 7.00 1.25 .600
1.4
CSTB-3
-2˚
d
Basic Selection Chipbreakers TPoo1102oo-oo -3˚ TPoo1103 CSTB-2.5B T-9F 1.2
Finishing to
Finishing to
Operation Precision Finishing medium cutting Medium cutting Operation Precision Finishing medium cutting Medium cutting
finishing
finishing
Grade NS9530 AH725 T9115 T9125 Grade GH330 AH725 AH725 T6130
Page 2-123 2-123 2-125 2-128 Page 2-124 2-123 2-126 2-128
01 PSF PS PM W15 PSF PSS PM
Chipbreaker Chipbreaker
Steel Stainless
Vc (SFM) (500-800) (170-600) (400-800) (400-800) Vc (SFM) (100-150) (150-600) (150-600) (250-400)
ap (in) (.001-.006) (.005-.030) (.010-.060) (.040-.118) ap (in) (.001-.080) (.005-.030) (.010-.060) (.040-.118)
Continuous Continuous
f (in/rev) (.001-.006) (.001-.006) (.002-.008) (.003-.012) f (in/rev) (.001-.006) (.001-.006) (.002-.008) (.003-.012)
rε (in) .016 .016 .032 .032 rε (in) .016 .016 .032 .032
Precision Finishing to Precision
Operation Medium cutting Operation Finishing
finishing medium cutting finishing
Grade BX930 T5115 T5115 Grade DX140 GH110
Page 3-14 2-130 2-131 Page 3-24 2-124
T-CBN CM No chipbreaker T-DIA W15
Chipbreaker Chipbreaker
Cast lron Non-ferrous
Vc (SFM) (600-1400) (450-1300) (450-1300) Vc (SFM) (800-4000) (300-3000)
ap (in) (.001-.006) (.001-.080) (.001-.080) ap (in) (.001-.020) (.001-.080)
Continuous Continuous
f (in/rev) (.001-.008) (.001-.008) (.001-.008) f (in/rev) (.001-.008) (0.0.3-0.15)
rε (in) .016 .032 .032 rε (in) .016 .016
Operation Precision Finishing Operation Precision Finishing
finishing
finishing
Grade BX470 BX950 Grade BXM10 BXM20
Page 3-12 3-14 Page 3-12 3-12
T-CBN T-CBN T-CBN T-CBN
Chipbreaker Chipbreaker
Hard
Superalloys Materials
Vc (SFM) (300-800) (230-900) Vc (SFM) (500-1100) (400-750)
ap (in) (.001-.006) (.005-.030) ap (in) (.001-.008) (.001-.008)
Continuous Continuous
f (in/rev) (.001-.008) (.001-.008) f (in/rev) (.0001-.003) (.001-.006)
rε (in) .016 .016 rε (in) .016 .016
For other machining types, see “Selection System” 2-18~
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Parts
5–26 Features Relating Sleeves (13-1~)
(5-6)
(5-64~)
pages