
Page 56 - Tungaloy Catalog
P. 56
Basic Chipbr
Basic Chipbreakerseakers Negative InsertsNegative Inserts
Hard Materialsd Materials
Har
Chipbr
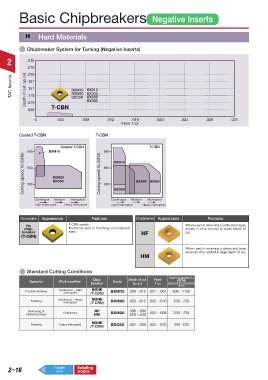
Chipbreaker System for Turning (Negative Inserts)eaker System for Turning (Negative Inserts)
2 .315
.276
.236
TAC Inserts Depth of cut: ap (in) .197 BXM10 BX310
.157
BXM20 BX330
.118
BX360
BXC50
.079
.039 T-CBN BX380
0 .004 .008 .012 .016 .020 .024 .028 .031
Feed: f ipr
Coated T-CBN-CBN
Coated T T-CBNT-CBN
Coated T-CBN T-CBN
980 BXM10 980 BX310
Cutting speed: Vc (SFM) 650 BXM20 Cutting speed: Vc (SFM) 650 BX360 BX380
BXC50
330
330
BX330
Continuous Medium interrupted Continuous Medium interrupted
Light interrupted Heavy interrupted Light interrupted Heavy interrupted
Chipbreaker Appearance Features Chipbreaker Appearance Features
No T-CBN inserts. When used in removing a carburized layer,
chip- Performs well in finishing of hardened excels in chip control at small depth of
breaker steel. HF cut.
(T-CBN)
When used in removing a carburized layer,
excels in chip control at large depth of cut.
HM
Standard Cutting Conditions
Chip- Depth of cut Feed Cutting speed vc
Operation Work condition Grade (SFM)
breaker ap (in) f ipr Hardened & pre Hardened
Steels
Continuous ~ Light NONE
Precision finishing BXM10 .002 -.012 .001 - .007 500 - 1150
interrupted (T-CBN)
NONE
Finishing Continuous ~ Heavy (T-CBN) BXM20 .002 -.012 .002 - .010 230 - 720
interrupted
Removing of HF .008 - .030
carburized layer Continuous HM BXM20 .020 - .040 .002 - .008 230 - 720
NONE
Finishing Heavy Interrupted BXC50 .002 - .020 .002 - .010 350 -720
(T-CBN)
2–16 Grades Relating
pages
(1-1)