
Page 58 - Tungaloy Catalog
P. 58
Basic Chipbr
Basic Chipbreakerseakers Positive InsertsPositive Inserts
Steel
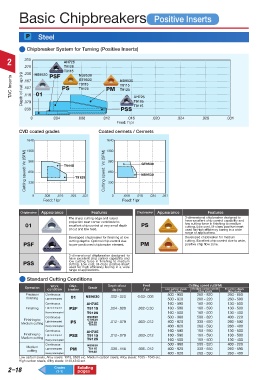
Chipbreaker System for Turning (Positive Inserts)
2 .315 AH725
.276 T9125
T9115 NS9530
.236
NS9530
PSF
TAC Inserts Depth of cut: ap (in) .197 01 PS GT9530 PM NS9530 AH725
T9115
T9115
.157
T9125
T9125
.118
.079
T9115
.039 PSS T9125
0 .004 .008 .012 .016 .020 .024 .028 .031
Feed: f ipr
CVD coated grades Coated cermets / Cermets
1640 1640
1300
1300
Cutting speed: Vc (SFM) 980 T9115 T9125 Cutting speed: Vc (SFM) 980 GT9530
650
650
NS9530
330
330
0 .008 .016 .024 .031 0 .008 .016 .024 .031
Feed: f ipr Feed: f ipr
Chipbreaker Appearance Features Chipbreaker Appearance Features
The sharp cutting edge and raised 3-dimensional chipbreaker designed to
projection near corner contribute to have excellent chip control capability and
01 excellent chip control at very small depth PS low cutting force in finishing to medium
cutting. Low cost, M-class positive insert
of cut and low feed. used for high efficiency boring in a wide
range of applications.
Developed chipbreaker for finishing at low Developed chipbreaker for medium
cutting depths. Optimal chip control due cutting. Excellent chip control due to wide,
PSF to pre-positioned chipbreaker element. PM positive chip flow zone.
3-dimensional chipbreaker designed to
have excellent chip control capability and
PSS low cutting force in finishing to medium
cutting. Low cost, M-class positive insert
used for high efficiency boring in a wide
range of applications.
Standard Cutting Conditions
Chip-
Work
Operation condition breaker Grade Depth of cut Feed Low carbon steels Cutting speed vc(SFM) Hi carbon steels
Medium carbon steels
f ipr
ap (in)
Alloy steels
Alloy steels
Alloy steels
Precision Continuous NS9530 .002-.020 0.03-.006 500 - 980 260 - 820 260 - 650
finishing Light interrupted 01 500 - 820 260 - 220 260 - 590
Continuous AH725 160 - 590 160 - 590 130 - 500
Finishing Light interrupted PSF T9115 .004-.020 .002-0.30 160 - 590 160 - 590 130 - 500
Heavy interrupted T9125 160 - 500 160 - 500 130 - 400
Continuous NS9530 500 - 980 500 - 820 400 - 220
Finishing to Light interrupted GT9530
Medium cutting PS T9115 .012-.079 .003-.012 400 - 820 330 - 650 260 - 590
T9125
Heavy interrupted 400 - 820 260 - 590 260 - 400
Continuous AH725 160 - 590 160 - 590 130 - 500
Finishing to Light interrupted PSS T9115 .012-.079 .003-.012 160 - 590 160 - 590 130 - 500
Medium cutting T9125
Heavy interrupted 160 - 500 160 - 500 130 - 400
Continuous NS9530 500 - 980 500 - 820 400 - 220
Medium Light interrupted PM T9115 .039-.118 .006-.012 400 - 820 330 - 650 260 - 590
cutting T9125
Heavy interrupted 400 - 820 260 - 590 260 - 400
Low carbon steels, Alloy steels: 1018, 8620 etc. Medium carbon steels, Alloy steels: 1035 - 1045 etc.
High carbon steels, Alloy steels: 4140,4340 ect.
2–18 Grades Relating
pages
(1-1)