
Page 620 - Tungaloy Catalog
P. 620
Screw-on type TAC Mills
T/EAW13
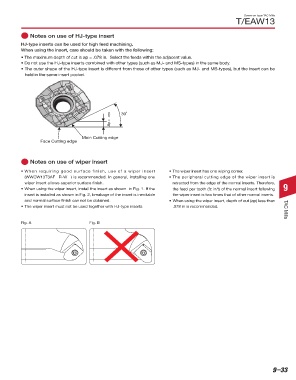
Notes on use of HJ-type insert
HJ-type inserts can be used for high feed machining.
When using the insert, care should be taken with the following:
• The maximum depth of cut is ap = .078 in. Select the feeds within the adjacent value.
• Do not use the HJ-type inserts combined with other types (such as MJ- and MS-types) in the same body.
• The outer shape of the HJ-type insert is different from those of other types (such as MJ- and MS-types), but the insert can be
held in the same insert pocket.
.078
Main Cutting edge
Face Cutting edge
Notes on use of wiper insert
• When requiring good surface finish, use of a wiper insert • The wiper insert has one wiping corner.
(WWCW13T3AF_ R-W_ ) is recommended. In general, installing one • The peripheral cutting edge of the wiper insert is
wiper insert allows superior surface finish. retracted from the edge of the normal inserts. Therefore,
• When using the wiper insert, install the insert as shown in Fig. 1. If the the feed per tooth (fz in/t) of the normal insert following 9
insert is installed as shown in Fig. 2, breakage of the insert is inevitable the wiper insert is two times that of other normal inserts.
and normal surface finish can not be obtained. • When using the wiper insert, depth of cut (ap) less than
• The wiper insert must not be used together with HJ-type inserts .078 in is recommended. TAC Mills
Fig. A Fig. B
9–33