
Page 225 - Parlec Catalog
P. 225
Twin Bore Roughing System
Adjusting for Stepped Cutting 223
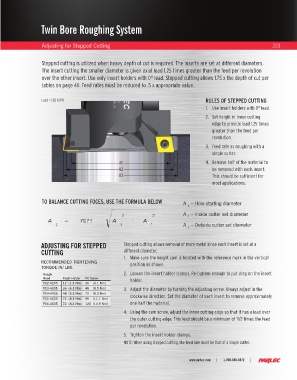
Stepped cutting is utilized when heavy depth of cut is required. The inserts are set at different diameters.
The insert cutting the smaller diameter is given axial lead 1.25 times greater than the feed per revolution
over the other insert. Use only insert holders with 0° lead. Stepped cutting allows 1.75 x the depth of cut per
tables on page 40. Feed rates must be reduced to .5 x appropriate value.
Lead = 1.25 X IPR RULES OF STEPPED CUTTING
1. Use insert holders with 0° lead.
2. Set height in inner cutting
edge to provide lead 1.25 times
greater than the feed per
revolution.
3. Feed rate as roughing with a
single cutter.
A1 4. Remove half of the material to
A2 be removed with each insert.
A3 This should be sufficient for
most applications.
TO BALANCE CUTTING FOCES, USE THE FORMULA BELOW A – Hole starting diameter
1
A – Inside cutter set diameter
2
A – Outside cutter set diameter
3
ADJUSTING FOR STEPPED Stepped cutting allows removal of more metal since each insert is set at a
CUTTING different diameter.
1. Make sure the height cam is located with the reference mark in the vertical
RECOMMENDED TIGHTENING position as shown.
TORQUE IN/ LBS.
Rough 2. Loosen the insert holder clamps. Re-tighten enough to put drag on the insert
Head Insert Holder PC Screw holder.
PC2-4205 12 (1.3 Nm) 36 (4.1 Nm)
PC3-4305 36 (4.1 Nm) 48 (5.5 Nm) 3. Adjust the diameter by turning the adjusting screw. Always adjust in the
PC4-4405 48 (5.5 Nm) 72 (8.3 Nm) clockwise direction. Set the diameter of each insert to remove approximately
PC5-4505 72 (8.3 Nm) 96 (11.1 Nm)
PC6-4605 72 (8.3 Nm) 120 (13.9 Nm) one half the material.
4. Using the cam screw, adjust the inner cutting edge so that it has a lead over
the outer cutting edge. This lead should be a minimum of 11/2 times the feed
per revolution.
5. Tighten the insert holder clamps.
NOTE: When using stepped cutting, the feed rate must be that of a single cutter.
www.parlec.com | 1-800-866-5872 |