
Page 1034 - Tungaloy Catalog
P. 1034
Technical Reference
Solid Carbide Endmills
Regrinding procedures of solid carbide endmill
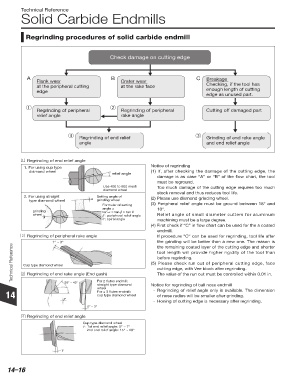
Check damage on cutting edge
A B C Breakage
Flank wear Crater wear
at the peripheral cutting at the rake face Checking, if the tool has
edge enough length of cutting
edge as unused part.
Regrinding of peripheral Regrinding of peripheral Cutting off damaged part
relief angle rake angle
Regrinding of end relief Grinding of end rake angle
angle and end relief angle
¡ Regrinding of end relief angle
1. For using cup type Notice of regrinding
diamond wheel (1) If, after checking the damage of the cutting edge, the
relief angle
damage is as case “A” or “B” of the flow chart, the tool
must be reground.
Use 400 to 600 mesh Too much damage of the cutting edge requires too much
diamond wheel
stock removal and thus reduces tool life.
2. For using straight α Setting angle of (2) Please use diamond grinding wheel.
type diamond wheel grinding wheel
Formular of setting (3) Peripheral relief angle must be ground between 18° and
angle α 10°.
grinding tan α = tan β x tan θ
wheel β : peripheral relief angle Relief angle of small diameter cutters for aluminum
θ : spiral angle machining must be a large degree.
(4) First check if “C” in flow chart can be used for the a coated
endmill.
™ Regrinding of peripheral rake angle If procedure “C” can be used for regrinding, tool life after
1° ~ 3° the grinding will be better than a new one. The reason is
Technical Reference £ Regrinding of end rake angle (End gash) (5) Please check run out of peripheral cutting edge, face
the remaining coated layer of the cutting edge and shorter
tool length will provide higher rigidity of the tool than
before regrinding.
Cup type diamond wheel
cutting edge, with Vee block after regrinding.
The value of the run out must be controlled within 0.01 in.
For 2 flutes endmill:
30° ~ 45°
straight type diamond Notice for regrinding of ball nose endmill
wheel - Regrinding of relief angle only is available. The dimension
14 For ≥ 3 flutes endmill: of nose radius will be smaller after grinding.
cup type diamond wheel
- Honing of cutting edge is necessary after regrinding.
0° ~ 3°
¢ Regrinding of end relief angle
Cup type diamond wheel
γ : 1st end relief angle: 5° ~ 7°
2nd end relief angle: 15° ~ 20°
γ
14–16