
Page 686 - Tungaloy Catalog
P. 686
High Feed Milling Cutter
DOFEED 03/06
ø0.625", z = 2 ø0.688", z = 2 ø0.750", z = 3 ø0.875", z = 3 ø1.000", z = 5 ø1.125", z = 5 ø1.250", z = 6 ø1.500", z = 6 ø2.000", z = 8
n Vf n Vf n Vf n Vf n Vf n Vf n Vf n Vf n Vf
4030 242 4010 241 3360 403 2880 346 2520 504 2240 448 2020 485 1680 403 1260 403
Vc = 660 sfm, fz = 0.03 ipt Vc = 660 sfm, fz = 0.04 ipt
4030 202 4010 201 3360 336 2880 288 2520 378 2240 336 2020 364 1680 302 1260 302
Vc = 660 sfm, fz = 0.025 ipt Vc = 660 sfm, fz = 0.03 ipt
4030 242 4010 241 3360 403 2880 346 2520 504 2240 448 2020 485 1680 403 1260 403
Vc = 660 sfm, fz = 0.03 ipt Vc = 660 sfm, fz = 0.04 ipt
2990 179 2980 179 2500 300 2140 257 1870 374 1660 332 1500 360 1250 300 940 301
Vc = 490 sfm, fz = 0.03 ipt Vc = 490 sfm, fz =0.04 ipt
2990 150 2980 149 2500 250 2140 214 1870 281 1660 249 1500 270 1250 225 940 226
Vc = 490 sfm, fz = 0.025 ipt Vc = 490 sfm, fz = 0.03 ipt
2990 179 2980 179 2500 300 2140 257 1870 374 1660 332 1500 360 1250 300 940 301
Vc = 490 sfm, fz = 0.03 ipt Vc = 490 sfm, fz = 0.04 ipt
2990 150 2980 149 2500 250 2140 214 1870 281 1660 249 1500 270 1250 225 940 226
Vc = 490 sfm, fz = 0.025 ipt Vc = 490 sfm, fz = 0.03 ipt
2440 78 2430 78 2040 131 1750 112 1530 153 1360 136 1220 146 1020 122 760 122
Vc = 400 sfm, fz = 0.016 ipt Vc = 400 sfm, fz = 0.02 ipt
2440 98 2430 97 2040 163 1750 140 1530 168 1360 150 1220 161 1020 135 760 134
Vc = 400 sfm, fz = 0.02 ipt Vc = 400 sfm, fz = 0.022 ipt
4030 242 4010 241 3360 403 2880 346 2520 504 2240 448 2020 485 1680 403 1260 403
Vc = 660 sfm, fz = 0.03 ipt Vc = 660 sfm, fz = 0.04 ipt
2990 179 2980 179 2500 300 2140 257 1870 374 1660 332 1500 360 1250 300 940 302
Vc = 490 sfm, fz = 0.03 ipt Vc = 490 sfm, fz = 0.04 ipt
920 29 910 29 760 49 650 42 570 57 510 51 460 55 380 46 290 46
Vc = 150 sfm, fz = 0.016 ipt Vc = 150 sfm, fz = 0.02 ipt
610 7 610 7 510 9 430 8 380 15 340 14 310 15 250 12 190 12
Vc = 100 sfm, fz = 0.006 ipt Vc = 100 sfm, fz = 0.008 ipt
2020 24 2010 24 1680 40 1440 35 1260 50 1120 45 1010 48 840 40 630 40
Vc = 330 sfm, fz = 0.006 ipt Vc = 330 sfm, fz = 0.008 ipt
1220 4 1220 4 1020 6 870 5 760 8 680 7 610 7 510 6 380 6
Vc = 200 sfm, fz = 0.00015 ipt Vc = 200 sfm, fz = 0.002 ipt 9
The above table shows the conditions for standard shank Cutting conditions are generally limited by the rigidity and
type cutters. When using long shank type cutters, the power of the machine and the rigidity of the workpiece.
number of teeth may be different. In this case, the cutting When setting the conditions, start from half of the values of
conditions should be changed by referring to: “Usage of the standard cutting conditions and then increase the value
standard or long shank” shown on previous page. gradually while making sure the machine is running normally. TAC Mills
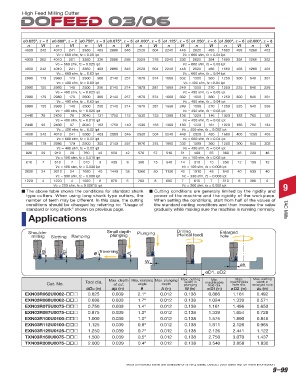
Applications
Shoulder Small depth Plunging Drilling Enlarged
milling Slotting Ramping plunging (Helical feed) hole
ap ap θ Traversing A
W
ae
øD1, øD2
Max.
Max. cutting
Min.
width in
width in
Cat. No. Tool dia. Max. depth Max. ramping Max. plunging Max. cutting machinable machinable enlarged hole
angle
depth
of cut
hole dia.
plunging
hole dia.
øDc (in) ap (in) θ A (in) W (in) øD1(in) øD2 (in) ae (in)
EXN03R062U0062-ooo 0.625 0.039 2.1º 0.012 0.138 0.866 1.181 0.492
EXN03R068U0062-ooo 0.688 0.039 1.7º 0.012 0.138 1.024 1.339 0.571
EXN03R075U0075-ooo 0.750 0.039 1.4º 0.012 0.138 1.181 1.496 0.650
EXN03R087U0075-ooo 0.875 0.039 1.2º 0.012 0.138 1.339 1.654 0.728
EXN03R100U0100-ooo 1.000 0.039 1.0º 0.012 0.138 1.575 1.890 0.846
EXN03R112U0100-ooo 1.125 0.039 0.8º 0.012 0.138 1.811 2.126 0.965
EXN03R125U0125-ooo 1.250 0.039 0.7º 0.012 0.138 2.126 2.441 1.122
TXN03R150U0075-ooo 1.500 0.039 0.5º 0.012 0.138 2.750 3.070 1.437
TXN03R200U0075-ooo 2.000 0.039 0.4º 0.012 0.138 3.540 3.858 1.830
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–99