
Page 689 - Tungaloy Catalog
P. 689
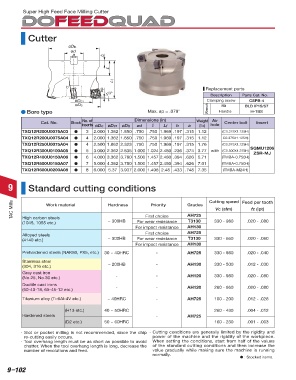
Super High Feed Face Milling Cutter
Cutter
øDb
ød
a b
R
Lf
ap Replacement parts
13º
Description Parts Cat. No.
Clamping screw CSPB-4
øDc1
øDc Bit BLD IP15/S7
Bore type Max. ap = .079" Wrench Handle H-TBS
Cat. No. Stock No. of Dimensions (in) Weight Air Center bolt Insert
inserts øDc øDc1 øDb ød r Lf b a (lb) hole
TXQ12R200U0075A03 d 3 2.000 1.362 1.850 .750 .750 1.969 .197 .315 1.12 (C0.375X1.125H)
TXQ12R200U0075A04 d 4 2.000 1.362 1.850 .750 .750 1.969 .197 .315 1.12 C0.375X1.125H)
TXQ12R250U0075A04 d 4 2.500 1.862 2.323 .750 .750 1.969 .197 .315 1.76 (C0.375X1.125H)
TXQ12R300U0100A05 d 5 3.000 2.362 2.835 1.000 1.024 2.480 .236 .374 3.77 with (C0.500X1.375H) SQMU1206
ZSR-MJ
TXQ12R400U0150A06 d 6 4.000 3.362 3.780 1.500 1.457 2.480 .394 .626 5.71 (TMBA-0.750H)
TXQ12R500U0150A07 d 7 5.000 4.362 3.780 1.500 1.457 2.480 .394 .626 7.01 (TMBA-0.750H)
TXQ12R600U0200A08 d 8 6.000 5.37 3.937 2.000 1.496 2.48 .433 .748 7.35 (TMBA-M24H)
9 Standard cutting conditions
TAC Mills Work material Hardness First choice Grades Cutting speed Feed per tooth
Priority
Vc (sfm)
fz (ipt)
AH725
High carbon steels
(1045, 1055 etc.) ~ 300HB For wear resistance T3130 330 - 980 .020 - .080
For impact resistance AH130
Alloyed steels First choice AH725
(4140 etc.) ~ 300HB For wear resistance T3130 330 - 660 .020 - .060
For impact resistance AH130
Prehardened steels (NAK80, PX5, etc.) 30 ~ 40HRC - AH725 330 - 660 .020 - .040
Stainless steel
(304, 316 etc.) ~ 200HB - AH130 330 - 500 .012 - .030
Gray cast iron
(No.25, No.30 etc.) - - AH120 330 - 980 .020 - .080
Ductile cast irons - AH120
(60-40-18, 65-45-12 etc.) - 260 - 660 .020 - .080
Titanium alloy (Ti-6Al-4V etc.) ~ 40HRC - AH725 100 - 200 .012 - .028
(H13 etc.) 40 ~ 50HRC 260 - 430 .004 - .012
Hardened steels - AH725
(D2 etc.) 50 ~ 60HRC 160 - 230 .001 - .003
· Slot or pocket milling is not recommended, since the chip · Cutting conditions are generally limited by the rigidity and
re-cutting easily occurs. power of the machine and the rigidity of the workpiece.
· Tool overhang length must be as short as possible to avoid When setting the conditions, start from half of the values
chatter. When the tool overhang length is long, decrease the of the standard cutting conditions and then increase the
number of revolutions and feed. value gradually while making sure the machine is running
normally.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–102