
Page 685 - Tungaloy Catalog
P. 685
DOFEED 03/06
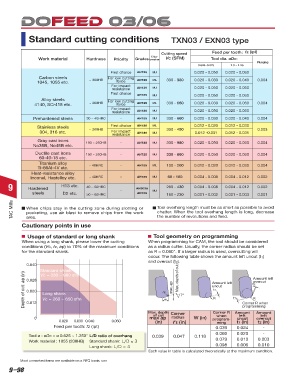
Standard cutting conditions TXN03 / EXN03 type
h: fz (ipt)
Cutting speed Feed per toot
Chip-
Work material Hardness Priority Grades breaker Vc (SFM) Tool dia. øDc:
Plunging
0.625~0.875 1.0 ~ 1.25
First choice AH725 MJ 0.020 - 0.050 0.020 - 0.060
Carbon steels For low cutting ML
1045, 1055 etc. ~ 300HB force AH725 330 - 980 0.020 - 0.030 0.020 - 0.040 0.004
For impact AH130 MJ
resistance 0.020 - 0.050 0.020 - 0.060
First choice AH725 MJ 0.020 - 0.050 0.020 - 0.060
Alloy steels For low cutting
4140, SCr415 etc. ~ 300HB force AH725 ML 330 - 660 0.020 - 0.030 0.020 - 0.060 0.004
For impact
resistance AH130 MJ 0.020 - 0.050 0.020 - 0.060
Prehardened steels 30 ~ 40HRC - AH725 MJ 330 - 660 0.020 - 0.030 0.020 - 0.040 0.004
Stainless steels ~ 200HB First choice AH130 ML 0.012 - 0.020 0.012 - 0.030
304, 316 etc. For impact AH130 MJ 330 - 490 0.012 -0.031 0.012 - 0.031 0.003
resistance
Gray cast irons
No35B, No45B etc. 150 ~ 250HB - AH725 MJ 330 - 980 0.020 - 0.050 0.020 - 0.060 0.004
Ductile cast irons 150 ~ 250HB - AH725 MJ 330 - 660 0.020 - 0.050 0.020 - 0.060 0.004
60-40-18 etc.
Titanium alloy - AH725 ML
Ti-66AI-4V etc. ~ 40HRC 100 - 200 0.012 - 0.020 0.012 - 0.030 0.004
Heat-resistance alloy
Inconel, Hastelloy etc. ~ 40HRC - AH725 MJ 60 - 160 0.004 - 0.006 0.004 - 0.012 0.002
9 Hardened H13 etc. 40 ~ 50HRC AH3035 260 - 430 0.004 - 0.008 0.004 - 0.012 0.002
steels D2 etc. 50 ~ 60HRC - AH725 MJ 160 - 230 0.001 - 0.002 0.001 - 0.003 0.001
TAC Mills When chips stay in the cutting zone during slotting or Tool overhang length must be as short as possible to avoid
chatter. When the tool overhang length is long, decrease
pocketing, use air blast to remove chips from the work
the number of revolutions and feed.
area.
Cautionary points in use
Usage of standard or long shank Tool geometry on programming
When using a long shank, please lower the cutting When programming for CAM, the tool should be considered
conditions (Vc, fz, ap) to 70% of the maximum conditions as a radius cutter. Usually, the corner radius should be set
for the standard shank. as R = 0.060". If a larger radius is used, overcutting will
occur. The following table shows the amount left uncut (t 1)
and overcut (t 2).
0.040
Standard shank Max. depth of cut Amount left
Depth of cut: ap (in) 0.020 Long shank rε w max. ap 17° Amount left t1 t2
Vc = 330 ~ 980 sfm
0.028
overcut
uncut
t1
R
R
Vc = 260 ~ 650 sfm
0.012
Corner R when
programming
Max. depth Corner Corner R Amount Amount
left
left
of cut
when
0 max ap radius W (in) program- uncut overcut
0.020 0.030 0.040 0.060 (in) rε (in) ming t1 (in) t2 (in)
Feed per tooth: fz (ipt) 0.039 0.024 -
0.060 0.020 -
Tool ø : øDc = ø 0.625 ~ 1.250" L/D ratio of overhang 0.039 0.047 0.118
Work material : 1055 (200HB) Standard shank: L/D ≤ 3 0.079 0.010 0.003
0.098 0.006 0.010
Long shank: L/D = 4
Each value in table is calculated theoretically at the maximum condition.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–98