
Page 694 - Tungaloy Catalog
P. 694
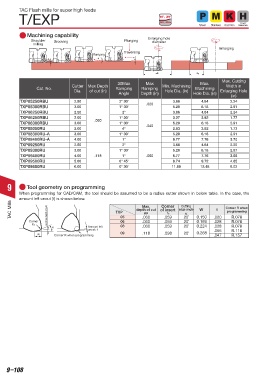
TAC Flash mills for super high feeds
T/EXP 10°, 20° Steel Stainless Cast Iron Materials
.002, .031in
Hard
Machining capability
Shoulder Grooving Plunging Enlarging hole
Plunging
diameter
milling
Enlarging
Traversing
Ramping
a p θ A
øD a e
Max. Cutting
30Max Max Max.
Cutter Max Depth Min. Machining Width in
Cat. No. Ramping Ramping Machining
Dia. of cut (in) Hole Dia. (in) Enlarging Hole
Angle Depth (in) Hole Dia. (in)
(in)
TXP05250RBU 2.50 2° 30' 3.86 4.84 2.24
TXP05300RBU 3.00 1° 30' .020 5.20 6.18 2.91
TXP06250RBU 2.50 2° 3.86 4.84 2.24
TXP06200RBU 2.00 1° 30' 3.27 3.82 1.77
TXP06300RBU 3.00 .060 1° 30' 5.20 6.18 2.91
TXP08050RU 2.00 4° .040 2.83 3.82 1.73
TXP08300RU-A 3.00 1° 30' 5.20 6.18 2.91
TXP08400RU-A 4.00 1° 6.77 7.76 3.70
TXP09250RU 2.50 2° 3.86 4.84 2.20
TXP09300RU 3.00 1° 30' 5.20 6.18 2.87
TXP09400RU 4.00 .118 1° .060 6.77 7.76 3.66
TXP09500RU 5.00 0° 45' 8.74 9.72 4.65
TXP09600RU 6.00 0° 30' 11.50 12.48 6.02
9 Tool geometry on programming
When programming for CAD/CAM, the tool should be assumed to be a radius cutter shown in below table. In the case, the
amount left uncut (t) is shown below.
TAC Mills TXP depth of cut of insert edge angle W t Corner R when
Cutting
Corner
Max.
programming
κ
ap
rε
0.169
20˚
.028
06
Corner ap (Max depth of cut) 05 .060 .059 20˚ 0.150 .020 R.078
.060
.059
R.078
rε 0.224
κ Amount left 08 .060 .059 20˚ .028 R.078
uncut: t .055 R.118
09 .118 .098 20˚ 0.268
W Corner R when programming .047 R.157
Most unmarked items are available on a RFQ basis, contact your sales rep for more information. : Stocked items.
9–108