
Page 699 - Tungaloy Catalog
P. 699
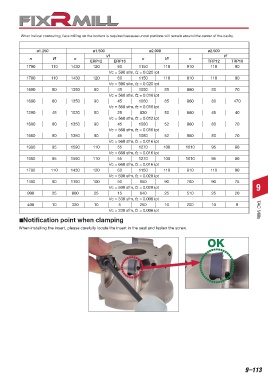
When helical contouring, face milling on the bottom is required because uncut portions will remain around the center of the cavity.
Tool dia.: øDc (inch), Number of revolutions: n (rpm), Feed speed: Vf (ipm), Depth of cut: ap = 0.080"
ø1.500
ø1.250
ø1.250 ø1.500 ø2.000 ø2.500
ø2.000
ø2.500
Vf Vf Vf Vf Vf Vf
Vf
Vf
Vc (sfm) fz (ipt) n n n n ERP12 ERP16 n n n n TRP12 TRP16
TRP12 TRP16
ERP12 ERP16
1790 110 1430 120 120 60 60 1150 1150 110 110 910 910 110 110 90 90
1790
110
1430
AH725 MJ 400 - 830 0.012 - 0.028
Vc = 590 sfm, fz = 0.020 iptfz = 0.020 ipt
< 300 HB 1790 110 1430 120 120 Vc = 590 sfm, 1150 1150 110 110 910 910 110 110 90 90
60
60
1430
110
1790
AH130 MJ 400 - 830 0.012 - 0.028
Vc = 590 sfm, fz = 0.020 ipt
Vc = 590 sfm, fz = 0.020 ipt
1690
1690 80 80 1350 90 90 45 45 1080 1080 85 85 860 860 80 80 70 70
1350
AH725 MJ 330 - 830 0.008 - 0.024
Vc = 560 sfm, fz = 0.016 ipt
150 - 300 HB 1690 80 80 1350 90 90 Vc = 560 sfm, fz = 0.016 ipt 85 85 860 860 80 80 470 470
1080
45
45
1080
1690
1350
AH130 MJ 330 - 830 0.008 - 0.024
Vc = 560 sfm, fz = 0.016 ipt
Vc = 560 sfm, fz = 0.016 ipt
1290
1030
1290 45 45 1030 50 50 25 25 830 830 50 50 660 660 45 45 40 40
< 300 HB - AH725 ML 260 - 590 0.008 - 0.016
Vc = 560 sfm, fz = 0.012 ipt
Vc = 560 sfm, fz = 0.012 ipt
1350
1690
1690 80 80 1350 90 90 45 45 1080 1080 52 52 860 860 80 80 70 70
AH130 ML 330 - 830 0.008 - 0.024 Vc = 560 sfm, fz = 0.016 ipt
Vc = 560 sfm, fz = 0.016 ipt
< 200 HB 1690 80 80 1350 90 90 45 45 1080 1080 52 52 860 860 80 80 70 70
1350
1690
AH130 MJ 330 - 830 0.008 - 0.024
Vc = 560 sfm, fz = 0.016 ipt
Vc = 560 sfm, fz = 0.016 ipt
1990
1590
1990 95 95 1590 110 110 55 55 1270 1270 100 100 1010 1010 95 95 80 80
AH4035 ML 330 - 1000 0.008 - 0.024 Vc = 660 sfm, fz = 0.016 ipt
Vc = 660 sfm, fz = 0.016 ipt
< 200 HB 1990 95 95 1590 110 110 55 55 1270 1270 100 100 1010 1010 95 95 80 80
1590
1990
AH4035 MJ 330 - 1000 0.008 - 0.024
Vc = 660 sfm, fz = 0.016 ipt
Vc = 660 sfm, fz = 0.016 ipt
1790 110 1430 120 120 60 60 1150 1150 110 110 910 910 110 110 90 90
110
1790
1430
150 - 250 HB - AH725 ML 400 - 830 0.012 - 0.028
Vc = 590 sfm, fz = 0.020 ipt
Vc = 590 sfm, fz = 0.020 ipt
1190
1490
1490 90 90 1190 100 100 50 50 950 950 90 90 760 760 90 90 75 75
150 - 250 HB - AH725 ML 330 - 660 0.012 - 0.028
Vc = 500 sfm, fz = 0.020 ipt
Vc = 500 sfm, fz = 0.020 ipt 9 9
990 25 25 800 800 25 25 15 15 640 640 25 25 510 510 25 25 20 20
990
40 - 50 HRC - AH725 MJ 200 - 460 0.004 - 0.012
Vc = 330 sfm, fz = 0.008 ipt
Vc = 330 sfm, fz = 0.008 ipt
400 10 10 320 320 10 10 5 5 250 250 10 10 200 200 10 10 8 8
400
50 - 60 HRC - AH725 MJ 70 - 200 0.002 - 0.008
Vc = 330 sfm, fz = 0.008 ipt TAC Mills
Vc = 330 sfm, fz = 0.008 ipt
Notification point when clamping
When installing the insert, please carefully locate the insert in the seat and fasten the screw.
OK
Helical contouring
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–113