
Page 701 - Tungaloy Catalog
P. 701
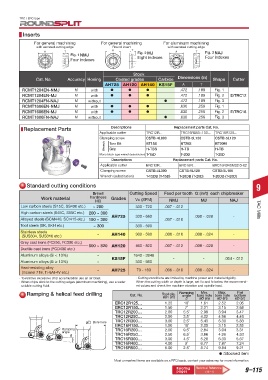
TRC / ERC type
Inserts
For general machining For general machining For aluminum machining
with serrated cutting edge Round insert with serrated cutting edge
A T
A T Fig. 2 MJ A T Fig. 3 NAJ
Fig. 1 NMJ Eight indexes Four indexes
Four indexes
Stock
Cat. No. Accuracy Honing Coated grades Carbide Dimensions (in) Shape Cutter
AH725 AH120 AH140 KS15F A T
RCMT1204EN-NMJ M with .472 .189 Fig. 1
RCMT1204EN-MJ M with .472 .189 Fig. 2 E/TRC12
RCMT1204FN-NAJ M without .472 .189 Fig. 3
RCMT1606EN-NMJ M with .630 .256 Fig. 1
RCMT1606EN-MJ M with .630 .256 Fig. 2 E/TRC16
RCMT1606FN-NAJ M without .630 .256 Fig. 3
Replacement Parts Descriptions Replacement parts Cat. No.
Applicable cutter TRC12R... TRC16R050~100... TRC16R125...
Clamping screw CSTB-4L090 CSTB-5L120 CSTB-5L120
Wrench Torx Bit BT15S BT20S BT20M
Grip H-TBS H-TB H-TB
Mono block type wrench (substitution) T-15D T-20D T-20D
Descriptions Replacement parts Cat. No.
Applicable cutter ERC12R... ERC16R... ERC16R040M32.0-02
Clamping screw CSTB-4L090 CSTB-5L120 CSTB-5L105
Wrench (substitution) T-15DB (T-15D) T-20DB (T-20D) T-20DB (T-20D)
Standard cutting conditions 9
Brinell Cutting Speed Feed per tooth fz (in/t) each chipbreaker
Work material hardness Grades Vc (SFM)
HB NMJ MJ NAJ
Low carbon steels (S15C, SS400 etc.) ~ 200 330 - 720 .007 - .012
High carbon steels (S45C, S55C etc.) 200 ~ 300 TAC Mills
Alloyed steels (SCM440, SCr415 etc.) 150 ~ 300 AH725 330 - 660 .007 - .010 .008 - .028 -
Tool steels (SK, SKH etc.) ~ 300 330 - 590
Stainless steels - AH140
(SUS304, SUS316 etc.) 300 - 590 .006 - .010 .008 - .024 -
Grey cast irons (FC250, FC300 etc.)
500 ~ 820 AH120 460 - 820 .007 - .012 .008 - .028 -
Ductile cast irons (FCD400 etc.)
Aluminum alloys (Si < 13%) - KS15F 1640 - 3940 - - .004 - .012
Aluminum alloys (Si ≥ 13%) - 330 - 980
Heat-resisting alloy - AH725 70 - 160 .006 - .010 .008 - .024 -
(Inconel 718, Ti-6Al-4V etc.)
· To remove excessive chip accumulation use an air blast. · Cutting conditions are limited by machine power and material rigidity.
· When chips stick to the cutting edges (aluminum machining), use a water When the cutting width or depth is large, set Vc and fz below the recommend-
soluble cutting fluid. ed values and check the machine vibration and spindle load.
Max.
Flat
Min.
Ramping & helical feed drilling Cat. No. Tool dia. Ramping bore hole bore hole bottom
angle
øD1 (in)
øD (in)
øD (in)
øD (in)
θ
ERC12R125… 1.25 10˚ 1.61 2.52 2.05
ERC12R150… 1.50 7˚ 2.21 3.15 2.68
TRC12R200… 2.00 5.5˚ 2.99 3.94 3.47
TRC12R250… 2.50 3.5˚ 4.02 4.96 4.49
øD Bore hole TRC12R300… 3.00 2.5˚ 5.43 6.30 5.83
ERC16R150… 1.50 16˚ 2.05 3.15 2.52
Ramping TRC16R200… 2.00 9.5˚ 2.84 3.94 3.31
angle
θ TRC16R250… 2.50 6.5˚ 3.86 4.96 4.33
TRC16R300… 3.00 4.5˚ 5.20 6.30 5.67
TRC16R400… 4.00 3˚ 6.77 7.87 7.24
TRC16R500… 5.00 2.5˚ 8.74 9.84 9.21
:Stocked item
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Technical Reference 9–115
pages (14-1)