
Page 1376 - Ceratizit Catalog
P. 1376
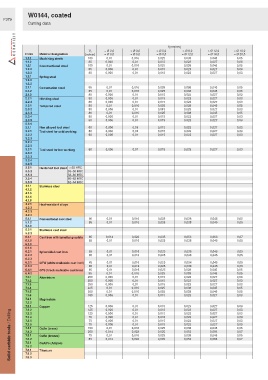
W0144, coated
F379
Cutting data
f [mm/rev]
= Ø 2,0 > Ø 3,0 > Ø 5,0 > Ø 8,0 > Ø 12,0 > Ø 16,0
V c
Index Material designation [m/min] = Ø 3,0 = Ø 5,0 = Ø 8,0 = Ø 12,0 = Ø 16,0 = Ø 20,0
1.1.1 Machining steels 100 0,01 0,016 0,025 0,038 0,045 0,05
1.1.2 85 0,006 0,01 0,015 0,023 0,027 0,03
1.2.1 Constructional steel 100 0,01 0,016 0,025 0,038 0,045 0,05
1.2.2 85 0,006 0,01 0,015 0,023 0,027 0,03
1.2.3 80 0,006 0,01 0,015 0,023 0,027 0,03
1.3.1 Spring steel
1.3.2
1.3.3
2.1.1 Cementation steel 95 0,01 0,016 0,025 0,038 0,045 0,05
2.1.2 85 0,01 0,016 0,025 0,038 0,045 0,05
2.1.3 80 0,006 0,01 0,015 0,023 0,027 0,03
2.2.1 Nitriding steel 80 0,006 0,01 0,015 0,023 0,027 0,03
2.2.2 80 0,006 0,01 0,015 0,023 0,027 0,03
2.3.1 Tempered steel 80 0,01 0,016 0,025 0,038 0,045 0,05
2.3.2 80 0,006 0,01 0,015 0,023 0,027 0,03
2.3.3 80 0,01 0,016 0,025 0,038 0,045 0,05
2.3.4 80 0,006 0,01 0,015 0,023 0,027 0,03
2.3.5 60 0,006 0,01 0,015 0,023 0,027 0,03
2.3.6
3.1.1 Non alloyed tool steel 60 0,006 0,01 0,015 0,023 0,027 0,03
3.2.1 Tool steel for cold working 80 0,006 0,01 0,015 0,023 0,027 0,03
3.2.2 60 0,006 0,01 0,015 0,023 0,027 0,03
3.2.3
3.2.4
3.2.5
3.3.1 Tool steel for hot working 60 0,006 0,01 0,015 0,023 0,027 0,03
3.3.2
3.3.3
3.3.4
3.3.5
3.5.1 Hardened tool steel < 55 HRC
3.5.2 55–58 HRC
3.5.3 58–60 HRC
3.5.4 60–62 HRC
3.5.5 62–64 HRC
4.1.1 Stainless steel
4.1.2
4.1.3
4.1.4
4.1.5
4.2.1 Heat-resistant alloys
4.2.2
4.2.3
4.2.4
5.1.1 Conventional cast steel 95 0,01 0,016 0,025 0,038 0,045 0,05
5.1.2 85 0,01 0,016 0,025 0,038 0,045 0,05
5.1.3
5.2.1 Stainless cast steel
5.2.2
6.1.1 Cast iron with lamellar graphite 85 0,014 0,022 0,035 0,053 0,063 0,07
6.1.2 85 0,01 0,016 0,025 0,038 0,045 0,05
6.1.3
6.1.4
6.2.1 Spheroidal cast iron 85 0,01 0,016 0,025 0,038 0,045 0,05
6.2.2 85 0,01 0,016 0,025 0,038 0,045 0,05
6.2.3
6.3.1 GTW (white malleable cast iron) 85 0,01 0,016 0,025 0,038 0,045 0,05
6.3.2 85 0,01 0,016 0,025 0,038 0,045 0,05
6.4.1 GTS (black malleable cast iron) 85 0,01 0,016 0,025 0,038 0,045 0,05
6.4.2 85 0,01 0,016 0,025 0,038 0,045 0,05
7.1.1 Aluminium 250 0,006 0,01 0,015 0,023 0,027 0,03
7.1.2 250 0,006 0,01 0,015 0,023 0,027 0,03
7.1.3 250 0,006 0,01 0,015 0,023 0,027 0,03
7.1.4 225 0,01 0,016 0,025 0,038 0,045 0,05
7.1.5 200 0,01 0,016 0,025 0,038 0,045 0,05
7.1.6 160 0,006 0,01 0,015 0,023 0,027 0,03
7.2.1 Magnesium
7.2.2
7.3.1 Copper 125 0,006 0,01 0,015 0,023 0,027 0,03
0,027
Solid carbide tools / Drilling 7.3.5 CuZn (brass) 150 0,006 0,016 0,015 0,023 0,027 0,03
0,015
0,006
125
7.3.2
0,01
0,023
0,03
125
0,03
0,006
7.3.3
0,015
0,027
0,023
0,01
0,006
0,03
0,027
0,01
0,015
0,023
75
7.3.4
75
0,01
0,01
0,027
0,03
0,023
0,015
0,006
75
7.3.6
0,05
0,01
0,025
7.4.1
0,038
0,045
0,07
0,053
0,022
200
7.4.2
0,014
0,063
0,035
0,045
0,025
7.5.1
0,05
0,038
0,01
75
0,016
CuSn (bronze)
7.5.2
0,053
0,07
0,063
0,014
0,035
85
0,022
7.6.1
CuAlFe (Ampco)
7.6.2
7.8.1
Titanium
7.8.2
7.8.3