
Page 838 - Ceratizit Catalog
P. 838
Types of wear
C233
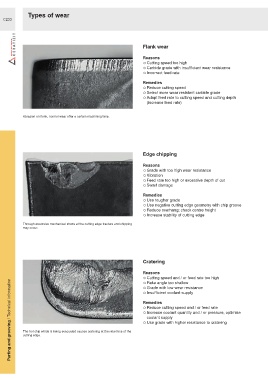
Flank wear
Reasons
○ Cutting speed too high
○ Carbide grade with insufficient wear resistance
○ Incorrect feed rate
Remedies
○ Reduce cutting speed
○ Select more wear resistant carbide grade
○ Adapt feed rate to cutting speed and cutting depth
(increase feed rate)
Abrasion on flank, normal wear after a certain machining time.
Edge chipping
Reasons
○ Grade with too high wear resistance
○ Vibration
○ Feed rate too high or excessive depth of cut
○ Swarf damage
Remedies
○ Use tougher grade
○ Use negative cutting edge geometry with chip groove
○ Reduce overhang; check centre height
○ Increase stability of cutting edge
Through excessive mechanical stress at the cutting edge fracture and chipping
may occur.
Cratering
Reasons
○ Cutting speed and / or feed rate too high
Parting and grooving / Technical information
○ Rake angle too shallow
○ Grade with low wear resistance
○ Insufficient coolant supply
Remedies
○ Reduce cutting speed and / or feed rate
○ Increase coolant quantity and / or pressure, optimise
coolant supply
○ Use grade with higher resistance to cratering
The hot chip which is being evacuated causes cratering at the rake face of the
cutting edge.