
Page 709 - Tungaloy Catalog
P. 709
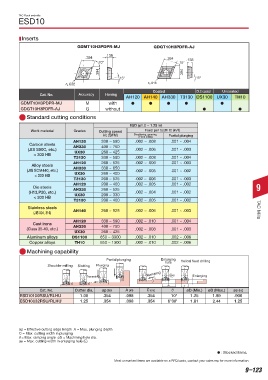
TAC Flash endmills
ESD10
Inserts
GDMT10H3PDPR-MJ GDGT10H3PDFR-AJ
.138
.394 .394 .138
70° 70°
.394 .394
15° 15°
r ε .032 r ε .016
Coated DLC coated Uncoated
Cat. No. Accuracy Honing
AH120 AH140 AH330 T3130 DS1100 UX30 TH10
GDMT10H3PDPR-MJ M with
GDGT10H3PDFR-AJ G without
Standard cutting conditions
ESD (ø1.0 ~ 1.25 in)
Work material Grades Cutting speed Feed per tooth fz (in/t)
Vc (SFM) Shouldering, grooving, Partial plunging
Z-feed milling
AH120 330 ~ 590 .002 ~ .008 .001 ~ .004
Carbon steels 400 ~ 750
(JIS S50C, etc.) AH330 260 ~ 425 .002 ~ .006 .001 ~ .003
< 300 HB UX30
T3130 330 ~ 590 .002 ~ .008 .001 ~ .004
AH120 260 ~ 525 .002 ~ .006 .001 ~ .003
Alloy steels
(JIS SCM440, etc.) AH330 330 ~ 650 .002 ~ .005 .001 ~ .002
< 300 HB UX30 260 ~ 400
T3130 260 ~ 525 .002 ~ .006 .001 ~ .003
AH120 200 ~ 400 .002 ~ .005 .001 ~ .002
Die steels 260 ~ 525 9
(H13,P20, etc.) AH330 200 ~ 330 .002 ~ .004 .001 ~ .002
UX30
< 300 HB
T3130 200 ~ 400 .002 ~ .005 .001 ~ .002
Stainless steels
(JIS 304, 316) AH140 260 ~ 525 .002 ~ .006 .001 ~ .003 TAC Mills
AH120 330 ~ 590 .002 ~ .010 .001 ~ .004
Cast irons
(Class 25-40, etc.) AH330 400 ~ 750 .002 ~ .008 .001 ~ .003
UX30 260 ~ 425
Aluminum alloys DS1100 650 ~ 3300 .002 ~ .010 .002 ~ .006
Copper alloys TH10 650 ~ 1300 .002 ~ .010 .002 ~ .006
Machining capability
Partial plunging Enlarging Helical feed drilling
hole
Shoulder milling Slotting Plunging
Ramping
Traversing Enlarging
C θ
A
ap ap
øD ae
Cat. No. Cutter dia. ap (in) A (in) C (in) θ øD (Min.) øD (Max.) ae (in)
ESD10100RSU/RLHU 1.00 .354 .098 .354 10° 1.25 1.89 .906
ESD10032RSU/RLHU 1.25 .354 .098 .354 6°30' 1.81 2.44 1.25
ap = Effective cutting edge length A = Max. plunging depth
C = Max. cutting width in plunging
θ = Max. ramping angle øD = Machining hole dia.
ae = Max. cutting width in enlarging hole (E)
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–123