
Page 711 - Tungaloy Catalog
P. 711
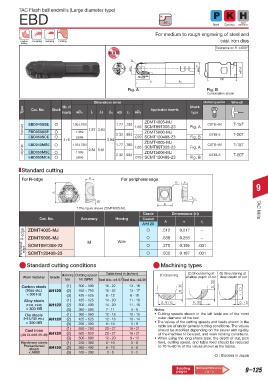
TAC Flash ball endmills (Large diameter type)
EBD R ~ 25 in Steel Cast Iron Materials
Hard
For medium to rough engraving of steel and
R
Radius Pocketing Ramping Profiling cast iron dies
Milling
Tolerance on R ±.008”
r ε
øDc h6 øDs ø50.8
ap cutting edge
length
100
L f R s
L
Fig. A Fig. B
Combination shank
Dimensions (mm) Clamping screw Wrench
No. of
Type Cat. No. Stock inserts øDc L Lf R s ap rε øDs Applicable inserts Shank
type
ZDMT4005-MJ CSTB-4M T-15T
1.56 (.780)
EBD040SSE
1.77 .780
Standard EBD050SSE 1.969 7.87 3.94 1.65 SCMT09T308-23 Fig. A
ZDMT5006-MJ
EBD050SCE (.984) 2.32 .984 .079 SCMT120408-23 Fig. B CSTB-5 T-20T
4+6 3.94 ZDMT4005-MJ T-15T
Long shank EBD040MSE 1.56 (.780) 9.84 5.91 1.77 .780 1.65 SCMT09T308-23 Fig. A CSTB-4M
EBD050MSE
ZDMT5006-MJ
1.969
EBD050MCE (.984) 2.32 .984 .079 SCMT120408-23 Fig. B CSTB-5 T-20T
Standard cutting
For R-edge For peripheral edge
r ε s
9
7°
A
* The figure shows ZDMT4005-MJ. TAC Mills
Grade Dimensions (in)
Cat. No. Accuracy Honing Coated
AH120 A s rε
R-edge ZDMT4005-MJ With .512 0.217 -
ZDMT5006-MJ
-
.638
0.256
Peripheral edge SCMT09T308-23 M .375 0.156 .031
.500
SCMT120408-23
0.187
.031
Standard cutting conditions Machining types
Table feed vf (in/min) (2) Shouldering at (3) Shouldering at
Work material Grade Machining Cutting speed (1) Grooving shallow depth of cut deep depth of cut
type Vc (SFM) Tool dia.: ø1.57Tool dia.: ø2.00
Carbon steels (1) 500 ~ 690 16 - 22 13 - 18
(1055 etc.) AH120 (2) 550 ~ 750 16 - 22 13 - 17
< 300 HB (3) 425 ~ 625 8 - 12 6 - 10
Alloy steels (1) 425 ~ 625 14 - 20 11 - 16
(4140, 4340) AH120 (2) 500 ~ 690 14 - 20 11 - 16
< 300 HB (3) 360 ~ 560 7 - 11 5 - 9 Notes:
Die steels (1) 360 ~ 560 12 - 18 10 - 15 • Cutting speeds shown in the left table are of the most
(H13,P20 etc.) AH120 (2) 425 ~ 625 12 - 18 10 - 14 outer diameter of the tool.
< 300 HB (3) 295 ~ 500 6 - 10 5 - 8 • The values of the cutting speeds and feeds shown in the
(1) 550 ~ 750 20 - 27 16 - 21 table are of under general cutting conditions. The values
Cast irons should be modified depending on the power and rigidity
(JIS CLASS 25-40) AH120 (2) 625 ~ 820 20 - 27 16 - 21 of the machine to be used, and work holding conditions.
(3) 500 ~ 690 12 - 20 9 - 13 • When using the long shank type, the depth of cut, pick
Hardened steels (1) 230 ~ 360 6 - 10 5 - 8 feed, cutting speed, and table feed should be reduced
Prehardened AH120 (2) to 70 %-90 % of the values shown in the tables.
steels 260 ~ 400 6 - 10 5 - 8
< A980 (3) 160 ~ 300 3 - 6 2 - 5
: Stocked in Japan
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Technical Reference 9–125
pages (14-1)