
Page 713 - Tungaloy Catalog
P. 713
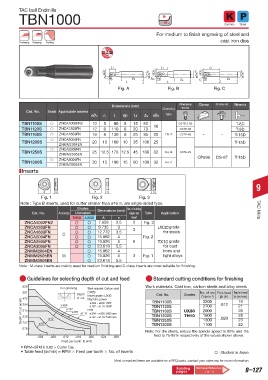
TAC ball Endmills
TBN1000 ~ 15 in Cast Iron Steel
R
For medium to finish engraving of steel and
cast iron dies
Pocketing Ramping Profiling
Lf Lf Lf
øDc øDs h6 øDc øDs h6 øDc øDs h6
r ε ap R s r ε ap R s r ε ap R s
L L L
Fig. A Fig. B Fig. C
Dimensions (mm) Clamping Clamp Clamp set Wrench
Clamping screw
Cat. No. Stock Applicable inserts
øDc rε L ap Lf R s øDs Type
TBN1100S ZNCA1002FN2 10 5 90 5 15 60 16 CSTB-2.5B T-8D
TBN1120S ZNCA1203FN 12 6 110 6 20 70 CSTB-3S T-9D
TBN1160S ZNCA1603FN 16 8 130 8 25 85 20 Fig. A CSTB-4S - - T-15D
TBN1200S ZNCA2004FN 20 10 160 10 35 100 25 T-15D
ZNMM2004EN
TBN1250S ZNCA2505FN 25 12.5 175 12.5 45 100 32 Fig. B CSTA-5S
ZNMM2505EN CP536 DS-6T T-15D
TBN1300S ZNCA3005FN 30 15 190 15 90 100 32 Fig. C
ZNMM3005EN
Inserts
9
A
A s A s s
Fig. 1 Fig. 2 Fig. 3
Note : Type B inserts, used for cutter smaller than ø16 in, are single-sided type.
Grades No. of cutting TAC Mills
Cat. No. Accuracy Uncoated Dimensions (mm) edges per Type Application
TH10 UX30 A s insert
ZNCA1002FN2 7.958 2.5 2 Fig. 3
grade
ZNCA1203FN 9.735 3 3 UX30
ZNCA1603FN C 12.772 3.5 for steels
ZNCA2004FN 15.862 4 Fig. 2
grade
ZNCA2505FN 19.826 5 6 TX10
ZNCA3005FN 23.618 5.5 for cast
ZNMM2004EN 15.862 4 irons and
ZNMM2505EN M 19.826 5 3 Fig. 1 light alloys
ZNMM3005EN 23.618 5.5
Note : M-class inserts are mainly used for medium finishing and C-class inserts are most suitable for finishing.
Guidelines for selecting depth of cut and feed Standard cutting conditions for finishing
.629 For grooving Work material: Carbon steel Work materials: Cast iron, carbon steels and alloy steels
.551 (1055) No. of rev. Pick feed Table feed
Depth Insert grade: UX30 TBN1100S Grades n (min ) pf (in) vf (in/min)
Cat. No.
-1
of cut
.472
Machine power
Depth of cut: ap (in) .394 ø12 ø.629 ø.787 ø.984 ø1.18 ø.394 ~ ø.629: 2000 rpm TBN1120S UX30 2700 .012 21
19
3200
ø.394 ~ ø629: 16HP
ø.787 ~ ø1.18: 50HP
26
.315
2000
RPM
TBN1160S
1600
28
TBN1200S
TH10
.236
.020
ø.787 ~ ø1.18: 1500 rpm
23
1300
TBN1250S
.157
.078 ø10 TBN1300S 1100 22
Note: For die steels, reduce the spindle speed to 80% and the
0 feed to 75-85% respectively of the values shown above.
.004 .008 .012 .016 .020 .024 .028
Feed per tooth: fz (in/t)
• RPM=SFM X 3.82 ÷ Cutter Dia.
• Table feed (in/min) = RPM Feed per tooth No. of inserts : Stocked in Japan
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Technical Reference 9–127
pages (14-1)