
Page 714 - Tungaloy Catalog
P. 714
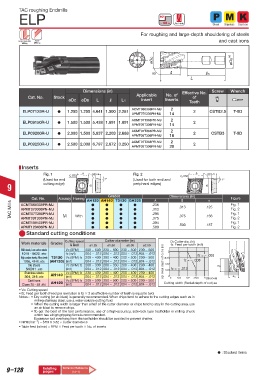
TAC roughing Endmills
ELP 90° Air Hole Steel Stainless Cast Iron
~ 68 in
For roughing and large-depth shouldering of steels
Deep Shoulder Side and cast irons
Milling Milling
øDc øDs h6
90˚ R R s
L
Dimensions (in) Effective No. Screw Wrench
Cat. No. Stock Applicable No. of of
øDc øDs L R Ls insert Inserts Teeth
ELP07125R-U 1.250 1.250 4.641 1.500 2.281 ACMT060308PR-MJ 2 2 CSTB2.5 T-8D
APMT070308PN-MJ 14
ACMT07T308PR-MJ 2
ELP09150R-U 1.500 1.500 5.438 1.891 1.891 2
APMT09T308PN-MJ 14
ACMT07T308PR-MJ 2
ELP09200R-U 2.000 1.500 5.837 2.203 2.688 2 CSTB3 T-9D
APMT09T308PN-MJ 16
ACMT07T308PR-MJ 2
ELP09250R-U 2.500 2.000 6.797 2.672 3.250 2
APMT09T308PN-MJ 20
Inserts
Fig. 1 r ε .032 A 85° s Fig. 2 r ε .032 A 85° s
(Used for end 7° (Used for both end and 11°
9 cutting edge) B peripheral edges) B
Grades Dimensions (in)
Cat. No. Accuracy Honing AH120 AH140 T3130 GH330 A B s Figure
TAC Mills ACMT060308PR-MJ M With .236 .313 .125 Fig. 1
Fig. 2
.313
APMT070308PN-MJ
Fig. 1
ACMT07T308PR-MJ
.295
.156
.375
APMT09T308PN-MJ
.394
Fig. 1
ACMT100408PR-MJ .375 .500 .187 Fig. 2
APMT120408PN-MJ .500 Fig. 2
Standard cutting conditions
Cutting speed Cutter diameter (in)
Work materials Grades D: Cutter dia. (in)
& feed ø1.25 ø1.50 ø2.00 ø2.50 fz: Feed per tooth (in/t)
Mild steels, Low carbon steels Vc (SFM) 200 ~ 500 230 ~ 500 230 ~ 500 230 ~ 500 D
1018 - 8620 .etc fz (in/t) .004 ~ .012 .004 ~ .012 .004 ~ .012 .004 ~ .012 fz = ~ .003
High carbon steels, Alloy steels T3130 Vc (SFM) fz 200 ~ 400 200 ~ 400 200 ~ 500 200 ~ 500 3D/4
1055, 4140 .etc (AH120) (in/t) .004 ~ .012 .004 ~ .012 .004 ~ .012 .004 ~ .012 ap: Axial depth of cut a (in) fz = ~ .008
Die steels Vc (SFM) fz 200 ~ 330 200 ~ 330 200 ~ 400 200 ~ 400 D/2 ap
SKD11 .etc (in/t) .004 ~ .012 .004 ~ .012 .004 ~ .012 .004 ~ .012 D/4 fz = ~ .012
Stainless steels AH140 Vc (SFM) fz 230 ~ 400 200 ~ 400 200 ~ 400 200 ~ 400
304, 316 .etc (in/t) .004 ~ .012 .004 ~ .012 .004 ~ .012 .004 ~ .012 0 0 D/4 D/2 3D/4 D (Groove) ae
Cast irons Vc (SFM) fz 200 ~ 500 200 ~ 500 200 ~ 500 200 ~ 500
Class 25 - 40 .etc AH120 (in/t) .004 ~ .012 .004 ~ .012 .004 ~ .012 .004 ~ .012 Cutting width (Radial depth of cut) ae
• Vc: Cutting speed
• fz: Feed per tooth (Feed per revolution is fz 2 as effective number of teeth is equal to two)
Notes : • Dry cutting (or air-blast) is generally recommended. When chips tend to adhere to the cutting edges such as in
milling stainless steel, use a water-soluble cutting fluid.
• When the cutting width is larger than a half of the cutter diameter or chips tend to stay in the cutting area, use
an air blast to remove chips.
• To get the best of the tool performance, use of a high-accuracy, side-lock type toolholder or milling chuck
which has a high gripping force is recommended.
Excessive tool overhang from the toolholder should be avoided to prevent chatter.
-1
• RPM (min ) = SFM X 3.82 ÷ Cutter diameter ø
• Table feed (in/min) = RPM Feed per tooth No. of inserts
: Stocked items
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–128 Relating Technical Reference
pages
(14-1)