
Page 721 - Tungaloy Catalog
P. 721
TAC Flash Mills for plunging
TZF11
Standard cutting conditions
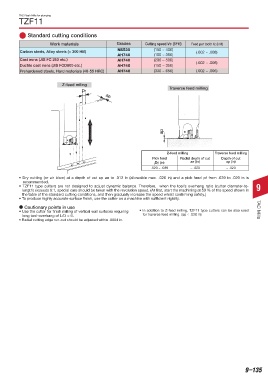
Work materials Grades Cutting speed Vc (SFM) Feed per tooth fz (in/t)
Carbon steels, Alloy steels (< 300 HB) NS530 (150 ~ 400) (.002 ~ .008)
AH740 (150 ~ 350)
Cast irons (JIS FC 250 etc.) AH740 (200 ~ 500)
Ductile cast irons (JIS FCD600 etc.) AH740 (150 ~ 350) (.002 ~ .008)
Prehardened steels, Hard materials (40-55 HRC) AH740 (330 ~ 650) (.002 ~ .006)
Z-feed miling
Traverse feed milling
pf
ae
ap
Z-feed milling Traverse feed milling
Pick feed Radial depth of cut Depth of cut
pf (in) ae (in) ap (in)
.020 ~ .039 ~ .020 ~ .020
• Dry cutting (or air blow) at a depth of cut up ae to .012 in (allowable max. .020 in) and a pick feed pf from .039 to .020 in is
recommended.
• TZF11 type cutters are not designed to adjust dynamic balance. Therefore, when the tool’s overhang ratio (cutter diameter-to- 9
length) exceeds 6:1, special care should be taken with the revolution speed. (At first, start the machining at 50 % of the speed shown in
the table of the standard cutting conditions, and then gradually increase the speed whilst confirming safety.)
• To produce highly accurate surface finish, use the cutter on a machine with sufficient rigidity.
Cautionary points in use
• Use the cutter for finish milling of vertical wall surfaces requiring • In addition to Z-feed milling, TZF11 type cutters can be also used TAC Mills
long tool-overhang of L/D > 6. for traverse feed milling. (ap ≤ .020 in)
• Radial cutting edge run-out should be adjusted within .0004 in.
: Stocked items.
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–135