
Page 724 - Tungaloy Catalog
P. 724
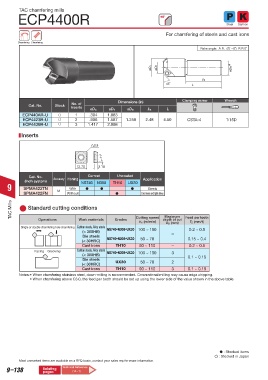
TAC chamfering mills
ECP4400R 45° Steel Cast Iron
For chamfering of steels and cast irons
Chamfering Chamfering
Rake angle: A.R. +3˚( —8˚) R.R.0˚
øD1 øDc øDs h6
R s
45˚ L
Dimensions (in) Clamping screw Wrench
No. of
Cat. No. Stock
inserts
øDc øD1 øDs R s L
ECP440AR-U 1 .394 1.083
ECP4423R-U 2 .906 1.587 1.250 2.48 4.50 CSTA-4 T-15D
ECP4436R-U 3 1.417 2.098
Inserts
r ε 0.8
11°
12.70 3.18
Cat. No. Cermet Uncoated
(Inch system) Accuracy Honing NS740 N308 TH10 UX30 Application
9 SPMA422TN With d d d Steels
SPMA422FN M Without d Cast irons and light alloys
TAC Mills Standard cutting conditions
Maximum
Cutting speed
Grades
Operations
Work materials
vc (m/min) depth of cut Feed per tooth
fz (mm/t)
ap (mm)
Single or double chamfering hole chamfering Carbon steels, Alloy steels NS740•N308•UX30 100 ~ 150 0.2 ~ 0.5
(< 300HB) -
Die steels
(< 30HRC) NS740•N308•UX30 50 ~ 70 0.15 ~ 0.4
Cast irons TH10 90 ~ 110 - 0.2 ~ 0.6
Facing Grooving Carbon steels, Alloy steels NS740•N308•UX30 100 ~ 150 3
(< 300HB) 0.1 ~ 0.15
Die steels
(< 30HRC) UX30 50 ~ 70 2
Cast irons TH10 90 ~ 110 3 0.1 ~ 0.15
Notes: • When chamfering stainless steel, down-milling is recommended. Conventional milling may cause edge chipping.
• When chamfering above C3.0, the feed per tooth should be set up using the lower side of the value shown in the above table.
d : Stocked items
: Stocked in Japan
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–138 Relating Technical Reference
(14-1)
pages