
Page 722 - Tungaloy Catalog
P. 722
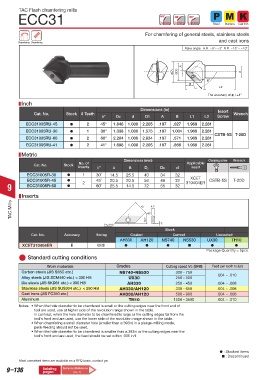
TAC Flash chamfering mills
ECC31 Chamfering Chamfering Chamfering Steel Stainless Cast Iron
60°
30°
45°
For chamfering of general steels, stainless steels
and cast irons
Chamfering Chamfering
Rake angle: A.R. —5˚~ —3˚ R.R. —15˚ ~ —10˚
A
øD1 øDc d
B
L 1 L2
The accuracy of κ : ±1°
Inch
Dimensions (in) Insert
Cat. No. Stock # Teeth Wrench
° Dc d D1 A B L1 L2 Screw
ECC31005RU-45 d 2 45° 1.846 1.000 2.205 .197 .827 1.969 2.281
ECC31005RU-30 d 1 30° 1.338 1.000 1.575 .197 1.004 1.969 2.281
CSTB-5S T-20D
ECC31005RU-60 d 2 60° 2.204 1.000 2.834 .197 .571 1.969 2.281
ECC31005RU-41 d 2 41° 1.698 1.000 2.205 .197 .866 1.969 2.281
Metric
Dimensions (mm) Clamping screw Wrench
No. of Applicable
Cat. No. Stock
inserts ° A B D 1 Dc d insert
ECC31005R-30 d 1 30˚ 14.5 25.5 40 34 32
XCET
ECC31005R-45 d 2 45˚ 20.5 20.5 56 46 32 310404ER CSTB-5S T-20D
9 ECC31005R-60 d 60˚ 25.5 14.5 72 55 32
Inserts
TAC Mills 22 45° 4.5
12.7
2-r ε .016 7°
Stock
Cat. No. Accuracy Honing Coated Cermet Uncoated
AH330 AH120 NS740 NS530 UX30 TH10
XCET310404ER E With d d d d d
Package Quantity = 5pcs.
Standard cutting conditions
Work materials Grades Cutting speed Vc (SFM) Feed per tooth fz (ipt)
Carbon steels (JIS S55C etc.) NS740•NS530 300 - 750
Alloy steels (JIS SCM440 etc.) < 300 HB UX30 250 - 500 .004 ~ .010
Die steels (JIS SKD61 etc.) < 300 HB AH330 250 - 450 .004 ~ .008
Stainless steels (JIS SUS304 etc.) < 250 HB AH330/AH120 300 - 650 .004 ~ .008
Cast irons (JIS FC250 etc.) AH330/AH120 500 - 900 .004 ~ .008
Aluminum TH10 1500 - 3500 .004 ~ .010
Notes: • When the hole diameter to be chamfered is small or the cutting edges near the front end of
tool are used, use at higher side of the revolution range shown in the table.
In contrast, when the hole diameter to be chamfered is large or the cutting edges far from the
tool's front end are used, use the lower side of the revolution range shown in the table.
• When chamfering a small diameter hole (smaller than ø.393in) in a plunge-milling mode,
peck-feeding should not be used.
• When the hole diameter to be chamfered is smaller than ø.393in or the cutting edges near the
tool's front end are used, the feed should be set within .006 in/t.
d : Stocked items
: Discontinued
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
9–136 Relating Technical Reference
pages
(14-1)