
Page 851 - Tungaloy Catalog
P. 851
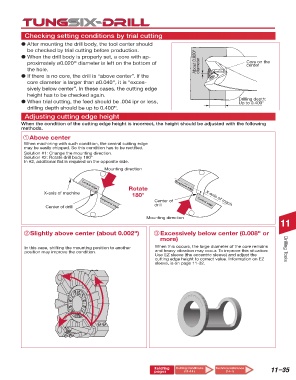
Checking setting conditions by trial cutting
d After mounting the drill body, the tool center should
be checked by trial cutting before production.
d When the drill body is properly set, a core with ap-
proximately ø0.020'' diameter is left on the bottom of About 0.020" diameter Core on the
center
the hole.
d If there is no core, the drill is “above center”. If the
core diameter is larger than ø0.040'', it is “exces-
sively below center”. In these cases, the cutting edge
height has to be checked again.
d When trial cutting, the feed should be .004 ipr or less, Drilling depth:
Up to 0.400"
drilling depth should be up to 0.400''.
Adjusting cutting edge height
When the condition of the cutting edge height is incorrect, the height should be adjusted with the following
methods.
1 Above center
When machining with such condition, the central cutting edge
may be easily chipped. So this condition has to be rectified.
Solution #1: Change the mounting direction.
Solution #2: Rotate drill body 180°
In #2, additional flat is required on the opposite side.
Mounting direction
Rotate Peripheral edge
Central edge
X-axis of machine 180°
Center of Central edge
X-axis of mach
Center of drill drill
Peripheral edge
Mounting direction
11
2 Slightly above center (about 0.002") 3 Excessively below center (0.008" or
more)
In this case, shifting the mounting position to another When this occurs, the large diameter of the core remains Drilling Tools
position may improve the condition. and heavy vibration may occur. To improve this situation:
Use EZ sleeve (the eccentric sleeve) and adjust the
cutting edge height to correct value. Information on EZ
sleeve, is on page 11-32.
Relating Cutting Conditions Technical reference 11–35
pages (11-14 ) (14-1)