
Page 854 - Tungaloy Catalog
P. 854
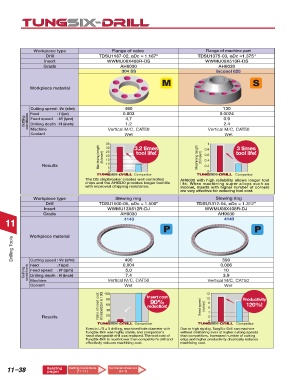
Workpiece type Flange of valve Flange of machine part
Drill TDSU1187-02, øDc = 1.187" TDSU1375-03, øDc =1.375"
Insert WWMU08X408R-DS WWMU09X510R-DS
Grade AH6030 AH6030
304 SS Inconel 625
Workpiece material
Cutting speed : Vc (sfm) 460 130
Feed : f (ipr) 0.003 0.0024
Feed speed : Vf (ipm) 4.7 0.9
Cutting conditions Drilling depth : H (inch) 1.2 2.4
Machine Vertical M/C, CAT50 Vertical M/C, CAT50
Coolant Wet Wet
35 3.2 times 0.8 1 3 times
Machining length (ft/insert) 25 tool life! Machining length (ft/insert) 0.6 tool life!
30
20
15
0.4
Results 10 5 0.2
0 0
Competitor Competitor
The DS chipbreaker creates well controlled AH6030 with high reliability allows longer tool
chips and the AH6030 provides longer tool life life. When machining super alloys such as
with improved chipping resistance. Inconel, inserts with higher number of corners
are very effective for reducing tool cost.
Workpiece type Slewing ring Slewing ring
Drill TDSU1500-05, øDc = 1.500" TDSU1312-04, øDc = 1.312"
Insert WWMU13X512R-DJ WWMU08X408R-DJ
Grade AH9030 AH9030
11 4140 4140
Drilling Tools Workpiece material
490
590
Cutting speed : Vc (sfm) 0.004 0.006
Feed
: f (ipr)
Cutting conditions Feed speed : Vf (ipm) 5.0 10
Drilling depth : H (inch) 7.4 3.9
Machine Vertical M/C, CAT50 Vertical M/C, CAT50
Coolant 100 Wet 12 Wet
Ratio of insert cost (Compettitor is 100) 80 Insert cost Feed speed (in/min) 10 8 6 Productivity
90%
120%!
60
reduction!
40
Results 20 4 2
0 0
Competitor Competitor
Even in L/D = 5 drilling, machined hole diameter with Due to high rigidity, TungSix-Drill can machine
TungSix-Drill was highly stable, and competitor's without chattering even at higher cutting speeds
head changeable drill was replaced. The tool cost of than competitors. Increased number of cutting
TungSix-Drill is much lower than competitor's drill and edge and higher productivity drastically reduces
effectively reduces machining cost. machining cost.
11–38 Relating Cutting Conditions Technical reference
pages
(11-14 )
(14-1)