
Page 810 - Tungaloy Catalog
P. 810
Installation Notes & Examples
Note
● Do not apply the lubricant to the threaded connection.
● Please use the proper wrench according to the cutting head. The
wrench should be ordered separately.
Gap
● Too much torque may cause head breakage.
● When highly accurate machining is required the carbide shank is
recommended.
Practical Examples
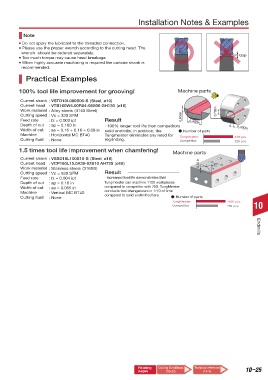
100% tool life improvement for grooving! Machine parts
Current shank : VSTD10L080S06-S (Steel, ø10)
Current head : VTB160W4.00R04-06S06 GH130 (ø16)
Work material : Alloy steels (4140 Steel) 0.709in
Cutting speed : Vc = 330 SFM 0.906in
Feed rate : fz = 0.003 ipt Result 0.400in
Depth of cut : ap = 0.100 in · 100% longer tool life than competitors 0.400in
Width of cut : ae = 0.16 + 0.16 + 0.08 in solid endmills. In addition, the ● Number of parts
Machine : Horizontal MC BT40 Tungmeister eliminates any need for
TungMeister 420 pcs.
Cutting fluid : None regrinding. Competitor 220 pcs.
1.5 times tool life improvement when chamfering!
Machine parts
Current shank : VSSD16L100S10-S (Steel, ø16)
Current head : VCP160L15.0A30-02S10 AH725 (ø16) 0.10 in 30°
Work material : Stainless steels (316SS)
Cutting speed : Vc = 530 SFM Result
Feed rate : fz = 0.004 ipt · Increased tool life demonstrates that
Depth of cut : ap = 0.10 in Tungmeister can machine 1100 workpieces
Width of cut : ae = 0.055 in compared to competitor with 750. TungMeister
Machine : Vertical MC BT40 conducts tool changeovers in 1/10 of time
Cutting fluid : None compared to solid endmill cutters. ● Number of parts
TungMeister 1100 pcs.
Competitor 750 pcs. 10
Endmills
Most unmarked items are available on a RFQ basis, contact your sales rep for more information.
Relating Cutting Conditions Technical reference 10–25
pages (10-23) (14-1)